背景:以前在機床加工車間里,工人們忙碌地操作著各種機床設備。為了使整個生產過程更加高效、流暢,進行智能化改造。
方案:在機床上,PLC通過Modbus RTU轉Profinet網關連接變頻器進行通訊:PLC作為整個生產線的控制中心,負責對各個設備進行統一的協調和控制。而變頻器則承擔著控制驅動電機的重要任務。而Modbus RTU轉Profinet網關實現PLC和變頻器之間的無縫通訊

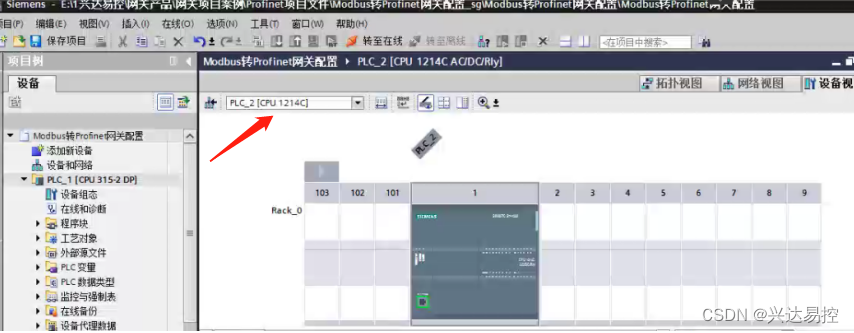
打開博圖加載PLC,本案例使用的是1200PLC
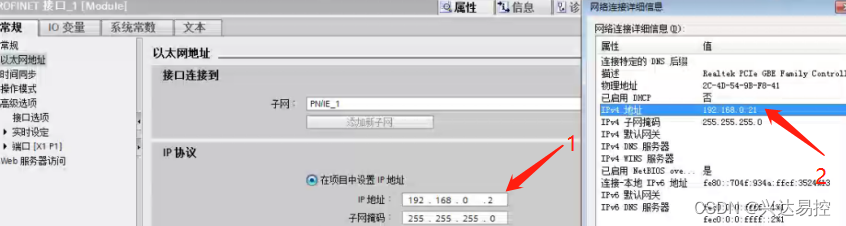
配置PLC的IP地址(應與本地IP地址保持在同一網段)
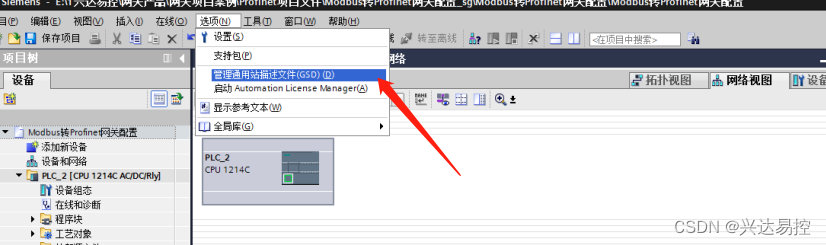
添加GSD文件
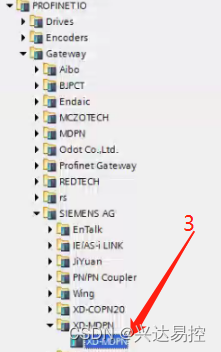
GSD文件安裝完成后,單擊打開網絡視圖下的硬件目錄
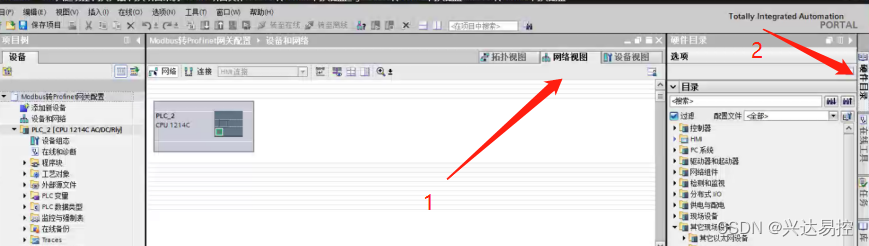
找到網關驅動程序并雙擊將其添加到博圖
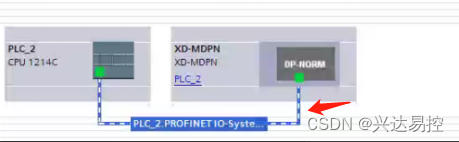
單擊選擇Profinet轉Modbus RTU網關驅動接口連接到1200PLC
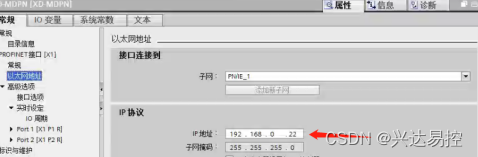
配置網關IP地址(與PLC在同一網段)
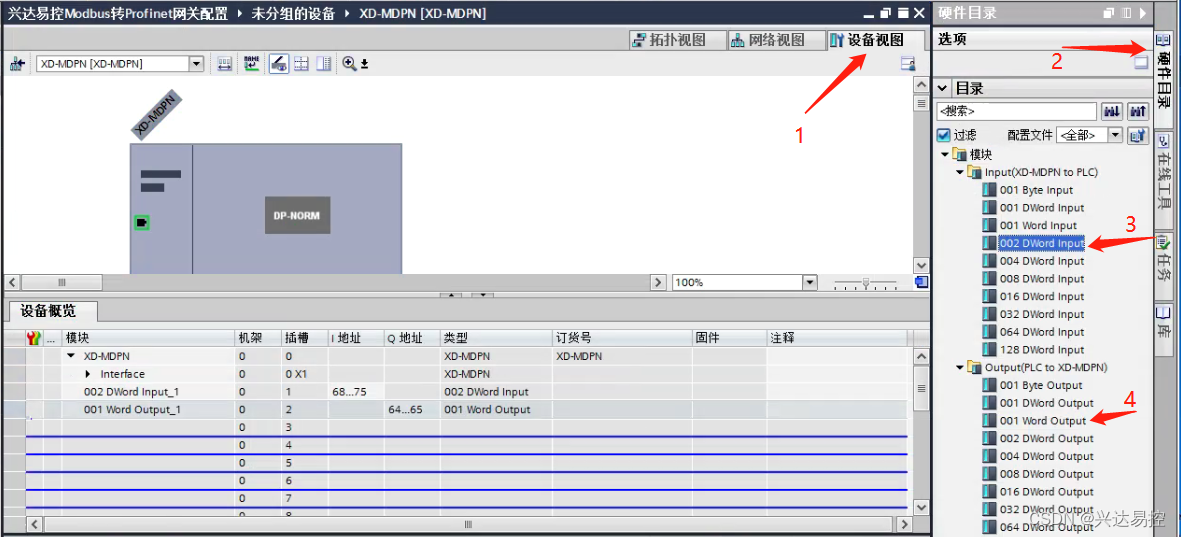
在設備視圖中點擊硬件目錄,添加讀寫數據長度,本案例選擇讀2個數據長度,寫1個數據長度
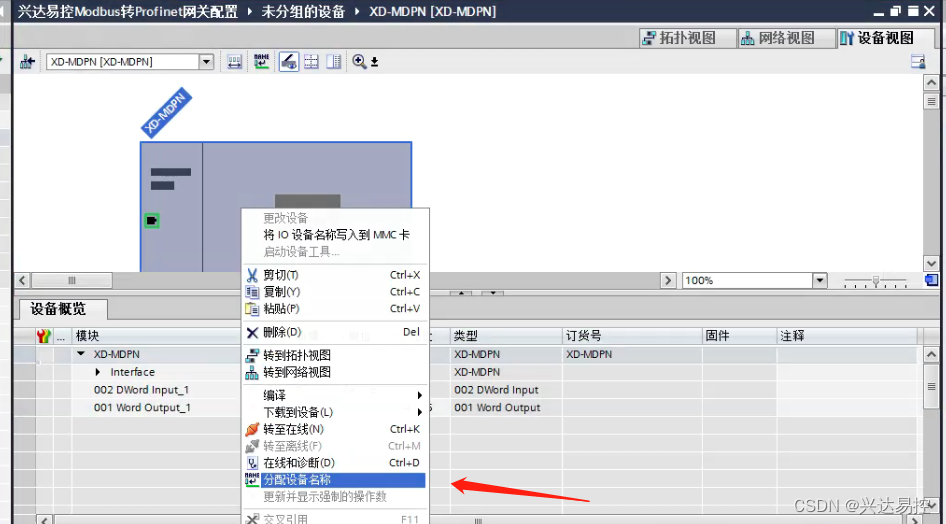
雙擊進入設備視圖,右擊進入網關分配設備名稱
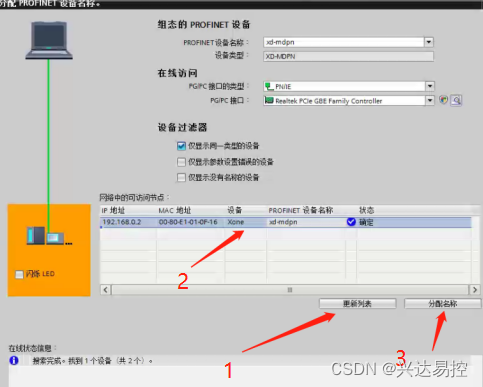
單擊“更新”自動搜索設備,然后單擊“分配設備名稱”
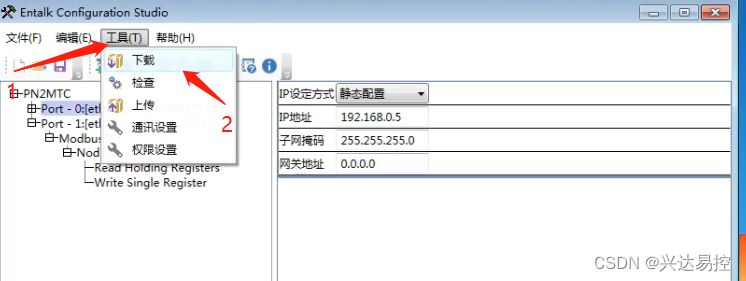
下載配置到PLC
選擇PN/IE_1,點擊開始搜索,選擇搜索到的設備,點擊下載

組態下載到PLC(按照提示操作即可完成)
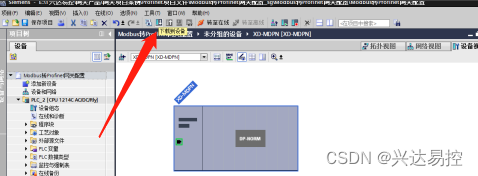
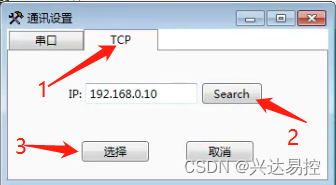
打開profinet轉modbus rtu網關調試軟件,添加網關

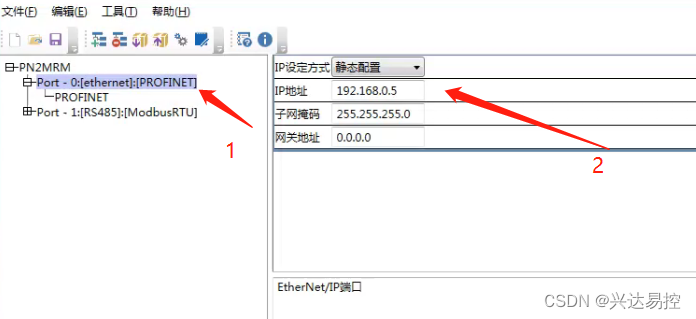
配置IP地址,與下載組態的保持同一網段
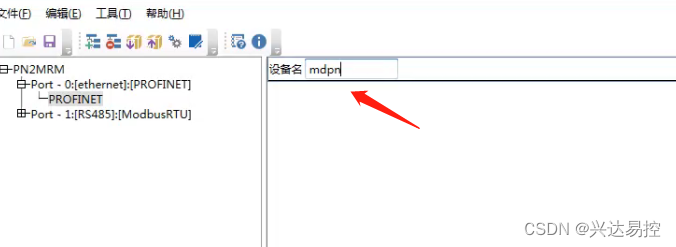
配置網關名稱,與下載組態的保持一致
打開DLB1變頻器說明
![]()
本次默認通訊格式,波特率為9600,數據位8、停止位1、無奇偶校驗,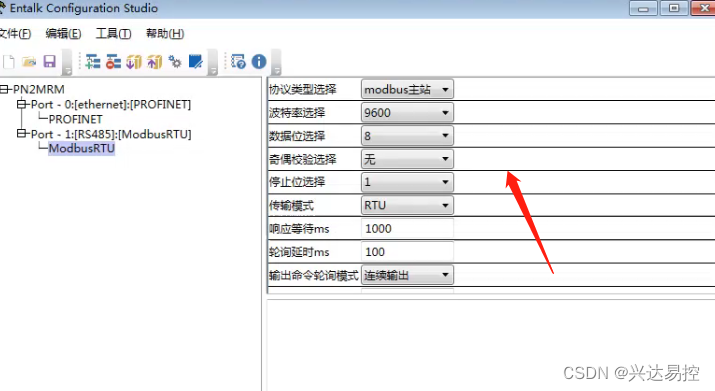
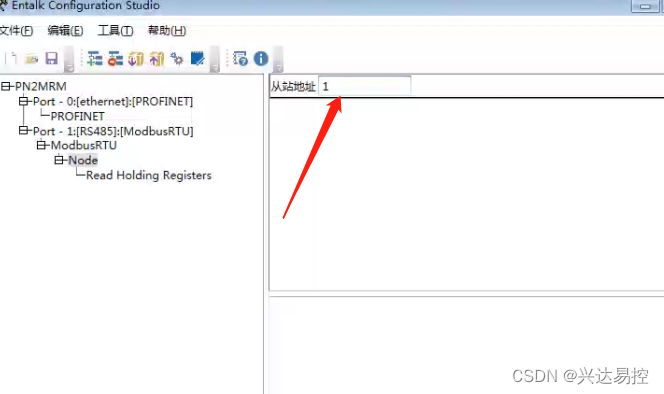
默認站地址為1
支持功能碼03,06
![]()
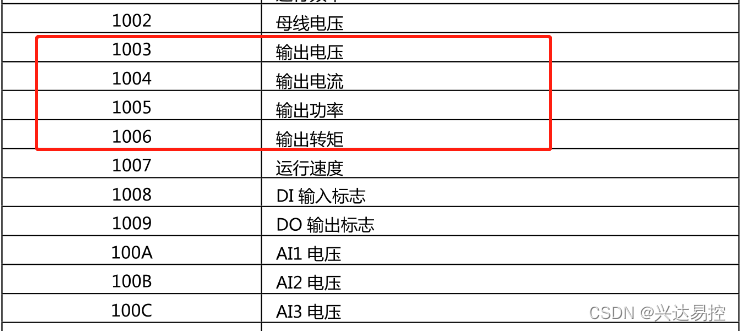
03功能碼連續讀輸出電壓,輸出電流,輸出功率,輸出轉矩;將16進制的起始1003~1006轉換為十進制4099~4102
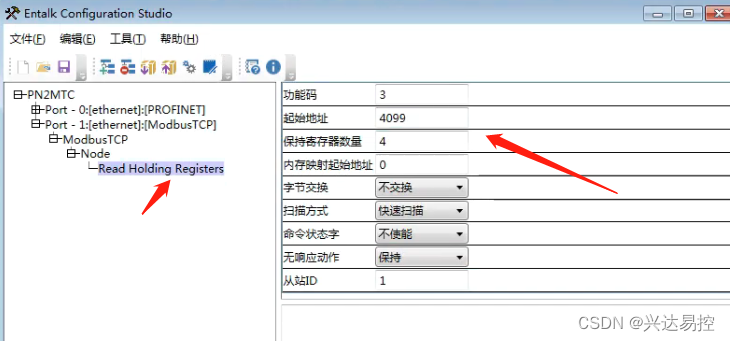
06功能碼寫減速停機
![]()

下載參數到網關

在這個案例中,Modbus RTU轉Profinet網關發揮著橋梁的作用。通過它的幫助,工人們可以輕松地監控和控制各個設備的運行狀態,實現精確的調控。無論是對于機床加工車間的管理者,還是對于生產線上的工人們來說,Modbus RTU轉Profinet網關都起到了至關重要的作用。

)

)










-基于BiLSTM-CRF的醫學命名實體識別研究(下)模型構建)

是什么?)



