故事發生在中國南方小鎮上一個做辦公家具的公司……
家具公司創建于1995年,是一家集研發、生產、銷售、服務為一體的現代辦公家具、酒店家具制造企業。主要產品有實木班臺系列、會議臺系列、職員桌系列、屏風系列、沙發系列、辦公座椅、酒店家具系列。在省外還有兩個制造基地,共有員工1200人,年產值3億。
他的產品是漂亮的……

漂亮的辦公家具
他的內部是混亂的……

半成品堆積,產品無標識
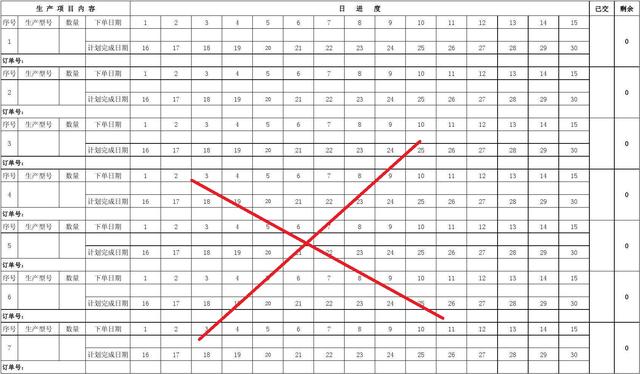
無日計劃

車間生產自主安排
接單憑感覺、生產靠經驗、次品就返工……
那么,何時才能體驗到這種秩序井然、品質優良、交期準確的爽感?這是我們實業人多么渴望得到的感覺啊!好像又是那么遙遠。

夢寐以求的生產場景
第一步:數據、數據、數據。
大家知道訂單準交率比較有問題,但是究竟準交率是多少?哪些訂單沒準時交貨?延遲了多交?答案顯然是:I don’t know!
沒有數據就沒有發言權。通過對近四周的統計,驚人的發現,準交率在28%,平均延遲23天。小編欣喜,從這個數據看出故事主人公的厲害之處,這樣也能做到3億!
第二步:分析數據背后的原因。
首先還原現有的從接單→出貨的主業務流程,畫出來,一定能從中找到答案。
梳理出來是這樣的:
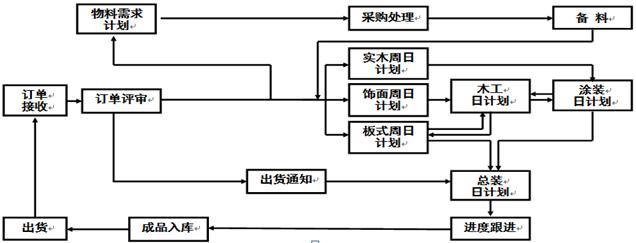
現在的業務流程
問題1:訂單評審沒做到位。訂單評審只針對定制訂單進行評審,且只評審車間的完成時間,不評審其他部門(研發部、品質部、采購部)的工作完成時間;其他常規訂單不進行評審(甚至賣場都不要求交期,交期由生產部門說了算),常規訂單什么時候需要,什么時候能交,都不能確定。
問題2:訂單跟蹤沒做到位。訂單評審后沒有確定各車間內部的工序完成時間,沒有進行訂單匯總,沒有表單顯示所有訂單在各車間的完成時間,各項訂單生產到了哪里,所在車間是否生產完成,是否有欠數,欠數是多少,不確定;
問題3:生產計劃不科學。PMC下達車間日計劃只是根據訂單評審后確定的時間下達,車間是否能夠按時生產,是否能夠按時完成,不確定!
問題4:產品標識不清楚。現場產品的狀態標識不清楚,擺放在車間的半成品屬于哪個訂單,屬于哪個產品,不清楚。
問題5:工序交接不清楚。不進行工序交接或者有交接但是數據不準確,上工序交下工序多少,上車間給到下車間多少,各訂單到底在哪個車間,在哪個工序,都不清楚。
問題6:崗位孤立無擔責。總裝車間當天是否有欠數,欠數什么時間能夠完成,什么時間能夠全部配套出貨,不管!業務部每天下達當天的出貨通知單,但是是否能夠按時出貨,不管!車間生產出來的是不是業務部出貨需要的,不管!
第三步:設計治療方案,動手術。
【治療方案】
Step1:完善流程;
Step2:細化流程各節點動作;
Step3:上稽核機制;
Step4:跟上績效管理;
Step5:策劃組織攻關活動;
Step6:鞏固、改善;鞏固、改善;鞏固、改善。
下面逐步說明……
Step1:完善流程。需要完善的是訂單評審、交期分解、日計劃、出貨計劃、訂單結案等環節。所以,下圖應運而生。
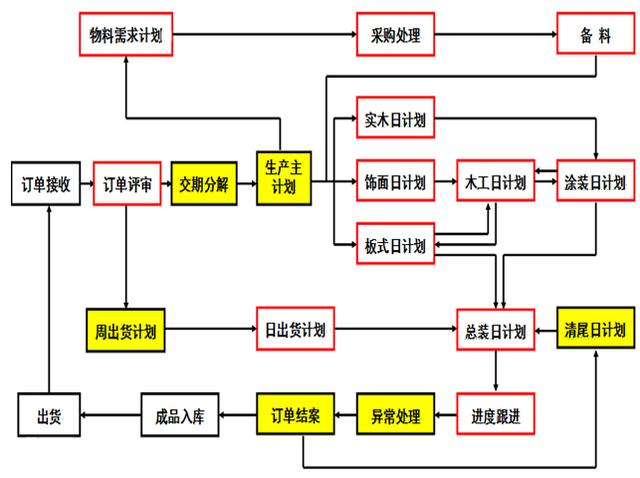
完善后的業務流程
Step2:在現有基礎上,補充下面動作:
動作1:推行新的《訂單評審表》,對所有訂單進行評審,在訂單評審表中增加研發部、品質部、PMC部等職能部門的完成時間;
動作2:對訂單狀態進行重新評審和梳理,建立《主生產計劃表》,主生產計劃表中形成交期分解,明確每一個車間的上線時間,完成時間,以及尾數,每天更新;
動作3:對《主生產計劃表》進行跟進,推行《主生產計劃跟進表》,PMC每天根據生產情況進行更新,在此表中將訂單狀況分解到工序,通過此表了解各個訂單、產品狀態;
動作4:根據訂單評審、交期分解實施《周出貨計劃》,業務部每天滾動制定后7天需出貨訂單的出貨計劃;
動作5:PMC每周根據主計劃以及7天滾動的出貨計劃形成《車間生產周計劃》;對各個車間每周的生產任務進行明確;
動作6:各車間主任監督計劃員按時下達《車間生產工序滾動日計劃》;
動作7:每天填寫《滾動出貨計劃排查表》,將評審的交期、緊急要出貨的訂單做為排查的重點,打好提前排查量;
動作8:制定《物料日排查表》,召開物料對單會,每天PMC與車間核對和排查訂單的生產進度,以及各車間后3天生產計劃所需物料的情況;
動作9:PMC每天根據總裝完成情況制定《車間清尾日計劃》;對沒有按計劃完成及緊急出貨的訂單進行重點跟進;
動作10:實施《產品標識票》做為每個產品的“身份證”;
動作11:實施《工序交接單》(部件流動),通過此表單,讓PMC和車間管理人員了解每個部件的狀況;
動作12:實施《車間交接表》,通過此單讓PMC和車間管理人員了解上下車間的配套情況和交接狀況;
動作13:實施《車間整體生產進度看板》,車間每天更新,通過此看板了解車間整體的生產進度和生產了什么;
動作14:實施《車間工序進度看板》,車間每兩小時更新一次看板,通過此看板了解各個工序的生產進度和生產了什么;
動作15:實施《工序滾動日報表》,讓各個工序每天進行填寫,讓每天各工序的部件生產情況一目了然;
動作16:實施《車間生產日報表》讓各個車間每天進行填寫,讓每天各車間的產品生產情況一目了然。
Step3:上稽核機制;
執行力的核心在這一步。操作要訣是這三句話:鐵面無私做稽核、高獎低罰在現場、稽核目的是糾偏。
每天檢查、統計并公布《稽核日志》,并對典型問題做《問題分析與改善報告》,進行每周稽核執行率排名,在每周二變革例會上進公布,排名最低的崗位工資扣除100元,連續三周排名最低免除管理職務;
Step4:跟上績效管理;
績效管理不是為了罰錢,獎罰在現場,績效在評價。所以,績效管理的目的是培養和篩選人才,培養團隊,順便糾正一些不良行為。此部分再另外發文探討。
Step5:策劃組織攻關活動;
流程順了以后,再來看瓶頸點。
層層排查后發現:
1、涂裝車間產品積壓最嚴重,積壓品達250萬;
2、對涂裝車間內的各個工序進行分析,發現涂裝車間底磨工序、面漆工序積壓最嚴重,是目前涂裝車間的瓶頸。
組織涂裝車間、采購部、倉庫等相關部門組成《涂裝產量提升》攻關活動小組,并實施以下動作:
1、對油房設立配送員,確保各油房所需物品油漆、架子、半成品及時配送到位,提高噴油師傅的有效工作時間,并保證產品的配套性;
2、制作底磨操作動作及噴油的視頻教材新手、老手),并每天組織員工培訓30分鐘(一人負責拍攝,一人負責組織培訓);
3、對涂裝現場半成品進行清理、點數,了解每款產品在涂裝的在制狀態;
4、每天下午召開領班對單會,對底磨和面漆兩個工序次日任務進行重點明確,確保生產的是包裝所需要的;
5、制定《面漆房管理動作控制卡》。
Step6:鞏固、改善;鞏固、改善;鞏固、改善。
在推行過程中,要求領導重視、專業老師指導、持續堅持。老師組織召開案例分析會,對現場動作與車間管理人員進行集中式溝通,講解現場推行動作的必要性;總經理帶隊進行現場稽核,發現問題及時糾偏。
經過緊張激烈的3個月,最后的結果是這樣……
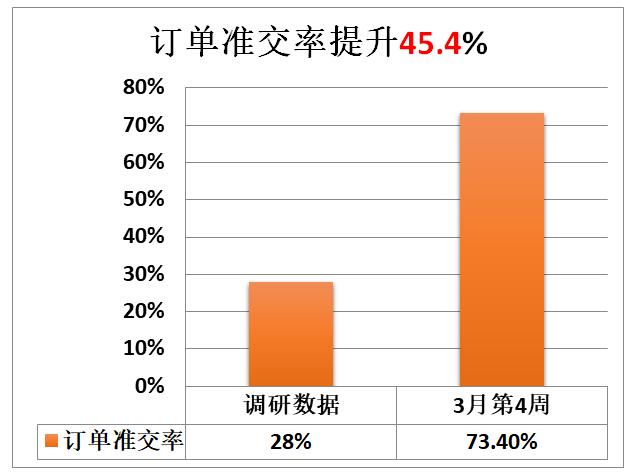
手術前后訂單準交率對比圖
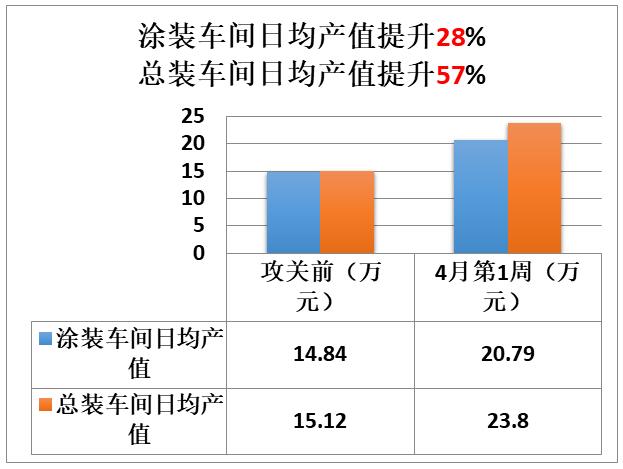
攻關前后涂裝車間日產量對比
其他什么都不用說啦!
若需故事中的源文件或表格,請轉發+關注后私信我,全部奉送!
歡迎深度交流。







 從傅里葉級數到傅里葉變換...)


:Mybatis初始化1.3 —— 解析sql片段和sql節點)


:動態節點解析2.1 —— SqlSource和SqlNode)

:動態節點解析2.2 —— SqlSourceBuilder與三種SqlSource)
與valueOf()的區別)

:結果集映射3.1 —— ResultSetBuilder與簡單映射)
