目錄
第一章 代碼+解釋
1.1 基礎代碼
1.1.2 關于 VAR robtarget pos
1.1.3?關于四元數
1.2?機器人初始化程序
1.3?配置通信 (ProfiNet 示例,ABB RAPID)
1.4?設置干涉區 (ABB RAPID)
1.5?示教軌跡和自動過程 (ABB RAPID)
1.6?配置抓手并進行抓取操作 (ABB RAPID)
1.7?上下料操作 (ABB RAPID)
1.8?弧焊機器人程序 (ABB RAPID)
第一章 代碼+解釋
1.1 基礎代碼
MODULE MainModuleVAR robtarget pos1 := [[1000,0,500],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];VAR robtarget pos2 := [[800,200,600],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];VAR robtarget pos3 := [[600,400,700],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]];PROC Main(); 移動到初始位置MoveJ pos1, v1000, z50, tool0;; 以直線移動到第二個位置MoveL pos2, v500, z10, tool0;; 以直線移動到第三個位置MoveL pos3, v500, z10, tool0;ENDPROC
ENDMODULE
注釋
MODULE MainModule: 定義一個主模塊MainModule。VAR robtarget pos1 := ...: 聲明并初始化位置變量pos1,指定位置和姿態。VAR robtarget pos2 := ...: 聲明并初始化位置變量pos2,指定位置和姿態。VAR robtarget pos3 := ...: 聲明并初始化位置變量pos3,指定位置和姿態。PROC Main(): 定義主過程Main。MoveJ pos1, v1000, z50, tool0;: 以關節運動模式(MoveJ)移動到pos1,速度為1000,區間z為50,工具為tool0。MoveL pos2, v500, z10, tool0;: 以直線運動模式(MoveL)移動到pos2,速度為500,區間z為10,工具為tool0。MoveL pos3, v500, z10, tool0;: 以直線運動模式(MoveL)移動到pos3,速度為500,區間z為10,工具為tool0。ENDPROC: 結束過程。ENDMODULE: 結束模塊。
1.1.2 關于 VAR robtarget pos
VAR:這是RAPID語言中的關鍵字,用于聲明變量。robtarget:這是變量的類型。在RAPID中,robtarget類型用于描述機器人目標位置和姿態,包括笛卡爾坐標和四元數。pos1:這是變量的名稱,表示這是第一個位置變量。
1. :=
- 賦值操作符,用于初始化變量
pos1的值。
2. [[1000,0,500],[1,0,0,0],[0,0,0,0],[9E9,9E9,9E9,9E9,9E9,9E9]]
- 這是一個數組,表示
robtarget類型變量的初始值。robtarget類型由四部分組成,分別是位置、姿態(四元數)、配置數據和外部軸。
. [[1000,0,500]]
- 位置部分,這是一個3D坐標數組,表示機器人末端執行器在空間中的位置。
1000:X軸坐標,表示位置在X軸方向上的距離,單位是毫米。0:Y軸坐標,表示位置在Y軸方向上的距離,單位是毫米。500:Z軸坐標,表示位置在Z軸方向上的距離,單位是毫米。
3. [1,0,0,0]
- 姿態部分,這是一個四元數數組,表示機器人末端執行器的姿態。
1:四元數的實部,表示姿態的角度。0、0、0:四元數的虛部,表示姿態的方向。
四元數 [1,0,0,0] 對應的是沒有旋轉的姿態(即與參考坐標系對齊)。
4. [0,0,0,0]
- 配置數據部分,這是一組四個整數,用于描述機器人運動時的特定配置(如關節角度、翻轉狀態等)。
- 通常配置數據與機器人型號有關,這里所有值為
0,表示默認配置。
- 通常配置數據與機器人型號有關,這里所有值為
5. [9E9,9E9,9E9,9E9,9E9,9E9]
- 外部軸部分,這是一個包含六個值的數組,表示機器人使用的外部軸的位置。
9E9:表示一個極大值(通常是9999999999),用于指示未定義或未使用的外部軸位置。
1.1.3?關于四元數
四元數是一種用于表示三維空間中旋轉的數學工具。它們比歐拉角或旋轉矩陣更穩定,不容易出現萬向節鎖(Gimbal lock)問題。一個四元數通常表示為 (𝑤,𝑥,𝑦,𝑧)(w,x,y,z),其中 𝑤w 是實部,𝑥,𝑦,𝑧x,y,z 是虛部。
四元數 (1,0,0,0)(1,0,0,0) 表示沒有旋轉。這是因為它等價于單位旋轉矩陣,或旋轉角度為0度的旋轉。
一些常見的四元數姿態示例
1. 沒有旋轉
- 四元數: (1,0,0,0)(1,0,0,0)
- 描述: 機器人末端執行器沒有旋轉,保持與參考坐標系對齊。
2. 繞X軸旋轉90度
- 四元數: (2/2,2/2,0,0)(2?/2,2?/2,0,0) 或 (0.7071,0.7071,0,0)(0.7071,0.7071,0,0)
- 描述: 機器人末端執行器繞X軸順時針旋轉90度。
3. 繞Y軸旋轉90度
- 四元數: (2/2,0,2/2,0)(2?/2,0,2?/2,0) 或 (0.7071,0,0.7071,0)(0.7071,0,0.7071,0)
- 描述: 機器人末端執行器繞Y軸順時針旋轉90度。
4. 繞Z軸旋轉90度
- 四元數: (2/2,0,0,2/2)(2?/2,0,0,2?/2) 或 (0.7071,0,0,0.7071)(0.7071,0,0,0.7071)
- 描述: 機器人末端執行器繞Z軸順時針旋轉90度。
5. 繞X軸旋轉180度
- 四元數: (0,1,0,0)(0,1,0,0)
- 描述: 機器人末端執行器繞X軸旋轉180度。
6. 繞Y軸旋轉180度
- 四元數: (0,0,1,0)(0,0,1,0)
- 描述: 機器人末端執行器繞Y軸旋轉180度。
7. 繞Z軸旋轉180度
- 四元數: (0,0,0,1)(0,0,0,1)
- 描述: 機器人末端執行器繞Z軸旋轉180度。
計算四元數的基本公式
一個四元數 (𝑤,𝑥,𝑦,𝑧)可以通過旋轉角度 𝜃和旋轉軸向量 (𝑢𝑥,𝑢𝑦,𝑢𝑧)來計算:
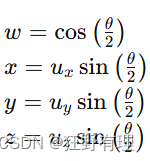
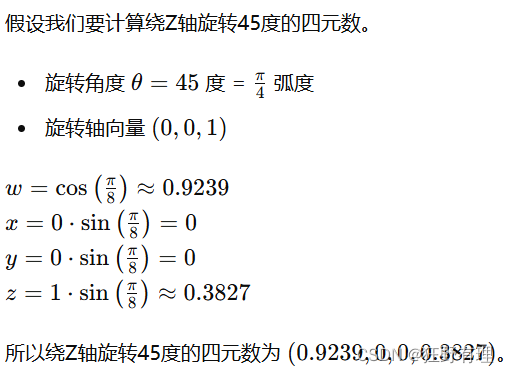
示例計算
1.2?機器人初始化程序
用ABB RAPID編程語言編寫的一個簡單的機器人初始化程序。它的主要功能包括工具和用戶坐標系的初始化,以及機器人上電和校零點操作。我們將逐行詳細解釋這個程序:
程序模塊頭部
MODULE InitRobot: 定義一個名為InitRobot的模塊。模塊是RAPID程序的基本構建單元,包含了多個過程、函數和數據。
主過程定義
PROC Main(): 定義一個名為Main的過程,作為程序的主入口點。
工具坐標系初始化
! 工具坐標系初始化: 注釋,說明接下來是工具坐標系的初始化部分。VAR tooldata tool0 := ...: 定義一個變量tool0,類型為tooldata,并進行初始化。[TRUE, [[0,0,250],[1,0,0,0]], [1,1,1,[0,0,0,0]], [1, [0,0,0], [0,0,0,0]]]: 初始化值的詳細解釋:TRUE: 指示工具數據有效。[[0,0,250],[1,0,0,0]]: 工具的TCP(Tool Center Point)位置和姿態。[[0,0,250]]: TCP的坐標位置,表示工具在Z軸上延伸250毫米。[[1,0,0,0]]: 四元數,表示工具的姿態(無旋轉)。
[1,1,1,[0,0,0,0]]: 工具的負載信息,包含重量、質心位置和慣性矩。[1, [0,0,0], [0,0,0,0]]: 工具的未知負載和慣性數據,通常為默認值。
PERS tooldata tool1 := ...: 定義一個持久性變量tool1,其類型和初始化值與tool0相同。持久性變量在控制器重啟后仍然保留其值。
用戶坐標系初始化
! 用戶坐標系初始化: 注釋,說明接下來是用戶坐標系的初始化部分。VAR wobjdata wobj0 := ...: 定義一個變量wobj0,類型為wobjdata,并進行初始化。[TRUE, TRUE, "", [[1000,0,0],[1,0,0,0]]]: 初始化值的詳細解釋:TRUE: 指示工件數據有效。TRUE: 指示工件坐標系相對于工件的坐標系(而不是機器人的基座)。"": 工件名稱為空。[[1000,0,0],[1,0,0,0]]: 工件的基座位置和姿態。[[1000,0,0]]: 工件坐標系在世界坐標系中的位置,X軸上偏移1000毫米。[[1,0,0,0]]: 四元數,表示工件坐標系的姿態(無旋轉)。
PERS wobjdata wobj1 := ...: 定義一個持久性變量wobj1,其類型和初始化值與wobj0相同。
設置工具和用戶坐標系
! 設置工具和用戶坐標系: 注釋,說明接下來將設置工具和用戶坐標系。ConfL\Off;: 關閉線性運動配置檢查。ConfJ\Off;: 關閉關節運動配置檢查。Tool0 := tool0;: 將tool0賦值給Tool0,設置當前使用的工具。Wobj0 := wobj0;: 將wobj0賦值給Wobj0,設置當前使用的工件坐標系。
機器人上電和校零點
! 機器人上電和校零點: 注釋,說明接下來是機器人上電和校零點操作。MoveJ [[0,0,0,0,0,0]], v1000, fine, tool0\WObj:=wobj0;: 使用關節運動(MoveJ)將機器人移動到所有關節角度為零的位置。[[0,0,0,0,0,0]]: 關節角度數組,所有關節角度為零。v1000: 運動速度,單位是度/秒。fine: 精細停止,表示在目標位置完全停止。tool0\WObj:=wobj0: 使用tool0作為工具,wobj0作為工件坐標系。- 這個指令用于上電和校零點。
結束主過程和模塊
ENDPROC: 結束Main過程的定義。ENDMODULE: 結束InitRobot模塊的定義。
MODULE InitRobotPROC Main()! 工具坐標系初始化VAR tooldata tool0 := [TRUE, [[0,0,250],[1,0,0,0]], [1,1,1,[0,0,0,0]], [1, [0,0,0], [0,0,0,0]]];PERS tooldata tool1 := [TRUE, [[0,0,250],[1,0,0,0]], [1,1,1,[0,0,0,0]], [1, [0,0,0], [0,0,0,0]]];! 用戶坐標系初始化VAR wobjdata wobj0 := [TRUE, TRUE, "", [[1000,0,0],[1,0,0,0]]];PERS wobjdata wobj1 := [TRUE, TRUE, "", [[1000,0,0],[1,0,0,0]]];! 設置工具和用戶坐標系ConfL\Off;ConfJ\Off;Tool0 := tool0;Wobj0 := wobj0;! 機器人上電和校零點MoveJ [[0,0,0,0,0,0]], v1000, fine, tool0\WObj:=wobj0; ! 上電MoveJ [[0,0,0,0,0,0]], v1000, fine, tool0\WObj:=wobj0; ! 校零點ENDPROC
ENDMODULE
☆★☆★☆★☆★☆★☆★☆★☆★☆★
1.3?配置通信 (ProfiNet 示例,ABB RAPID)
MODULE ProfiNetConfigPERS signaldi DI_ProfiNet := [1];PERS signaldo DO_ProfiNet := [1];PROC Main()! 初始化ProfiNet通信SetDO DO_ProfiNet, 1;WaitTime 1;SetDO DO_ProfiNet, 0;WaitTime 1;! 發送數據到機器人IF DI_ProfiNet = 1 THENSetDO DO_ProfiNet, 1;ELSESetDO DO_ProfiNet, 0;ENDIFENDPROC
ENDMODULE
該程序主要用于通過ProfiNet通信控制機器人。程序定義了ProfiNet信號,并通過這些信號進行初始化和數據發送操作。
下面詳細解?
①模塊定義
MODULE ProfiNetConfig: 定義一個名為ProfiNetConfig的模塊。模塊是RAPID程序的基本構建單元,包含了多個過程、函數和數據。
②定義ProfiNet信號
PERS signaldi DI_ProfiNet := [1];: 定義一個持久性輸入信號DI_ProfiNet,類型為signaldi,初始值為[1]。持久性變量在控制器重啟后仍然保留其值。PERS signaldo DO_ProfiNet := [1];: 定義一個持久性輸出信號DO_ProfiNet,類型為signaldo,初始值為[1]。
③主過程定義
PROC Main(): 定義一個名為Main的過程,作為程序的主入口點。
④初始化ProfiNet通信
! 初始化ProfiNet通信: 注釋,說明接下來是初始化ProfiNet通信。SetDO DO_ProfiNet, 1;: 設置輸出信號DO_ProfiNet為高電平(1),表示開始初始化。WaitTime 1;: 等待1秒。SetDO DO_ProfiNet, 0;: 設置輸出信號DO_ProfiNet為低電平(0),表示初始化完成。WaitTime 1;: 再次等待1秒。
⑤發送數據到機器人
! 發送數據到機器人: 注釋,說明接下來是通過ProfiNet發送數據到機器人。IF DI_ProfiNet = 1 THEN: 檢查輸入信號DI_ProfiNet是否為高電平(1)。SetDO DO_ProfiNet, 1;: 如果DI_ProfiNet為高電平,設置輸出信號DO_ProfiNet為高電平(1),表示發送數據。ELSE: 否則。SetDO DO_ProfiNet, 0;: 設置輸出信號DO_ProfiNet為低電平(0),表示不發送數據。
ENDIF: 結束條件語句。
⑥結束主過程和模塊
ENDPROC: 結束Main過程的定義。ENDMODULE: 結束ProfiNetConfig模塊的定義。
☆★☆★☆★☆★☆★☆★☆★☆★☆★
1.4?設置干涉區 (ABB RAPID)
?
MODULE InterferenceZonePROC Main()! 設置空間干涉區VAR robtarget zoneStart := [500, 500, 500, 0, 0, 0];VAR robtarget zoneEnd := [1000, 1000, 1000, 0, 0, 0];ConfL\Off;MoveJ zoneStart, v1000, fine, tool0;MoveL zoneEnd, v1000, fine, tool0;ENDPROC
ENDMODULE??該程序設置一個空間干涉區,并讓機器人在該區域內移動。
下面詳細解?
模塊定義
MODULE InterferenceZone: 定義一個名為InterferenceZone的模塊。模塊是RAPID程序的基本構建單元,包含了多個過程、函數和數據。
主過程定義
PROC Main(): 定義一個名為Main的過程,作為程序的主入口點。
設置空間干涉區
! 設置空間干涉區: 注釋,說明接下來將定義空間干涉區的起點和終點。VAR robtarget zoneStart := [500, 500, 500, 0, 0, 0];: 定義一個名為zoneStart的變量,類型為robtarget,并初始化它。[500, 500, 500, 0, 0, 0]: 初始化值表示空間干涉區的起點。[500, 500, 500]: 機器人TCP(Tool Center Point)的X、Y、Z坐標,分別為500毫米。[0, 0, 0]: 機器人TCP的姿態,使用歐拉角表示(繞X軸、Y軸和Z軸的旋轉角度均為0)。
VAR robtarget zoneEnd := [1000, 1000, 1000, 0, 0, 0];: 定義一個名為zoneEnd的變量,類型為robtarget,并初始化它。[1000, 1000, 1000, 0, 0, 0]: 初始化值表示空間干涉區的終點。[1000, 1000, 1000]: 機器人TCP的X、Y、Z坐標,分別為1000毫米。[0, 0, 0]: 機器人TCP的姿態,使用歐拉角表示(繞X軸、Y軸和Z軸的旋轉角度均為0)。
關閉配置檢查
ConfL\Off;: 關閉線性運動配置檢查。這通常用于禁用一些運動路徑配置的檢查,確保機器人可以按照程序的指令執行運動。
機器人移動指令
-
MoveJ zoneStart, v1000, fine, tool0;: 讓機器人使用關節運動模式(MoveJ)以1000毫米/秒的速度移動到zoneStart位置。zoneStart: 目標位置,定義在上面的zoneStart變量。v1000: 運動速度,單位是毫米/秒。fine: 精細停止,表示在目標位置完全停止。tool0: 使用的工具坐標系。
-
MoveL zoneEnd, v1000, fine, tool0;: 讓機器人使用直線運動模式(MoveL)以1000毫米/秒的速度從zoneStart移動到zoneEnd位置。zoneEnd: 目標位置,定義在上面的zoneEnd變量。v1000: 運動速度,單位是毫米/秒。fine: 精細停止,表示在目標位置完全停止。tool0: 使用的工具坐標系。
結束主過程和模塊
ENDPROC: 結束Main過程的定義。ENDMODULE: 結束InterferenceZone模塊的定義。
☆★☆★☆★☆★☆★☆★☆★☆★☆★
1.5?示教軌跡和自動過程 (ABB RAPID)
?
MODULE TeachAndAutoPERS robtarget p1 := [1000, 0, 500, 0, 0, 0];PERS robtarget p2 := [1050, 0, 500, 0, 0, 0];PERS robtarget p3 := [1100, 0, 500, 0, 0, 0];PROC Main()MoveJ p1, v1000, fine, tool0;MoveL p2, v500, fine, tool0;MoveL p3, v500, fine, tool0;MoveL p1, v500, fine, tool0;ENDPROC
ENDMODULE
☆★☆★☆★☆★☆★☆★☆★☆★☆★
1.6?配置抓手并進行抓取操作 (ABB RAPID)
MODULE GripperConfigVAR bool gripperClosed := FALSE;PROC Main()VAR robtarget pGrab := [1000, 0, 500, 0, 0, 0];VAR robtarget pDrop := [1050, 0, 500, 0, 0, 0];! 初始化抓手SetGripper(FALSE);MoveJ pGrab, v1000, fine, tool0;SetGripper(TRUE);MoveJ pDrop, v1000, fine, tool0;SetGripper(FALSE);MoveJ pGrab, v1000, fine, tool0;ENDPROCPROC SetGripper(bool close)IF close THENSetDO doGripper, 1;gripperClosed := TRUE;ELSESetDO doGripper, 0;gripperClosed := FALSE;ENDIFENDPROC
ENDMODULE☆★☆★☆★☆★☆★☆★☆★☆★☆★?
1.7?上下料操作 (ABB RAPID)
MODULE LoadUnloadPROC Main()VAR robtarget pLoad := [1000, 0, 500, 0, 0, 0];VAR robtarget pUnload := [1050, 0, 500, 0, 0, 0];! 移動到加載位置MoveJ pLoad, v1000, fine, tool0;! 模擬加載操作WaitTime 1;! 移動到卸載位置MoveJ pUnload, v1000, fine, tool0;! 模擬卸載操作WaitTime 1;! 返回起始位置MoveJ pLoad, v1000, fine, tool0;ENDPROC
ENDMODULE
☆★☆★☆★☆★☆★☆★☆★☆★☆★?
1.8?弧焊機器人程序 (ABB RAPID)
MODULE ArcWeldingVAR welddata wdata:=[20, 0.8, 5, 1.5, 0.1];PROC Main()VAR robtarget pStart := [1000, 0, 500, 0, 0, 0];VAR robtarget pWeld1 := [1050, 0, 500, 0, 0, 0];VAR robtarget pWeld2 := [1100, 0, 500, 0, 0, 0];MoveJ pStart, v1000, fine, tool0;ArcLStart wdata, pWeld1, v500, fine, tool0;ArcLEnd pWeld2, v500, fine, tool0;MoveJ pStart, v1000, fine, tool0;ENDPROC
ENDMODULE
☆★☆★☆★☆★☆★☆★☆★☆★☆★










![appium篇-windows桌面自動化(一)[環境配置]](http://pic.xiahunao.cn/appium篇-windows桌面自動化(一)[環境配置])








