一、引言
銑刀刀片的刀口鈍化值 R 是影響切削性能的關鍵參數,其精度直接關系到工件表面質量與刀具壽命。傳統測量方法在面對微米級鈍化圓角時存在分辨率不足、接觸式測量易損傷刃口等問題。激光頻率梳 3D 輪廓測量技術憑借飛秒級時頻基準與亞微米級測量精度,為銑刀刀片鈍化值 R 的精確表征提供了創新性解決方案。
二、測量系統工作原理
(一)激光頻率梳的超精密光程基準
飛秒激光器(中心波長 1030nm,重復頻率 f_rep=80MHz)產生脈沖序列,經光纖分束后形成測量光與參考光。測量光聚焦于銑刀刀片刃口表面,反射光與參考光在平衡探測器產生干涉,通過鎖定載波包絡偏移頻率(f_ceo=15MHz),將光程測量不確定度控制在 ±0.12μm,為鈍化圓角的弧面輪廓測量建立絕對基準。
(二)刃口輪廓的高頻采樣機制
采用線激光掃描(波長 532nm 綠光)與高頻相機(幀率 10000fps)組合,以 30° 入射角投射到刀片刃口,同步采集變形條紋。利用激光頻率梳的飛秒脈沖對條紋圖像進行時間戳標記(精度 5ps),實現刃口輪廓的高頻采樣(單點采樣間隔 10ns)。通過相位解包裹算法(如最小二乘法)處理條紋相位分布,結合頻率梳光程數據,構建刃口三維點云模型:
?R = \frac{(x_i^2 + y_i^2 + z_i^2) - 2(x_0x_i + y_0y_i + z_0z_i) + C}{2\sqrt{(x_i - x_0)^2 + (y_i - y_0)^2 + (z_i - z_0)^2}}?
其中 (x_i,y_i,z_i) 為刃口點云坐標,(x_0,y_0,z_0) 為擬合圓心坐標,C 為常數項。
(三)鈍化值 R 的專用測量流程
針對銑刀刀片刃口鋒利(刃口角度 15°-30°)、鈍化值小(R=5-50μm)的特性,系統采用三層掃描策略:首先通過低分辨率掃描(點間距 50μm)定位刃口區域;然后進行中分辨率掃描(點間距 5μm)提取刃口曲線;最后對鈍化圓角區域進行超高分辨率掃描(點間距 0.5μm)。數據處理時,通過邊緣檢測算法提取刃口輪廓,采用圓弧擬合法計算鈍化值 R,結合頻率梳的絕對坐標溯源,實現納米級精度的 R 值測量。
三、技術優勢
(一)納米級測量分辨率與精度
在 R=10μm 的鈍化圓角測量中,頻率梳光程基準使輪廓點云 Z 軸精度達 ±0.15μm,圓弧擬合后 R 值不確定度控制在 ±0.3μm。某硬質合金銑刀實測數據顯示,該技術對 R=8.5μm 的鈍化值測量偏差 <0.2μm,較傳統觸針式輪廓儀(偏差> 1μm)提升 5 倍;與掃描電鏡(SEM)測量結果一致性達 99.2%,標準偏差 < 0.1μm。
(二)鋒利刃口非接觸測量能力
非接觸測量模式避免了測針接觸引起的刃口損傷,特別適合 PVD 涂層(厚度 2-5μm)銑刀的鈍化值檢測。系統光斑直徑可聚焦至 1μm,能準確捕捉刃口最小 R=3μm 的鈍化圓角,而傳統接觸式測量因測針半徑(最小 2μm)導致 R<5μm 時測量誤差> 20%。在陶瓷刀片(硬度 HRC90)刃口測量中,非接觸特性使刀具表面完好率達 100%。
(三)高效刃口全輪廓分析
單點采集時間 5μs,單刃口(長度 10mm)掃描僅需 200ms,數據采集效率是 SEM 的 100 倍。配合自動旋轉平臺(定位精度 0.001°),可實現銑刀圓周刃口的全周測量,生成鈍化值 R 的三維分布云圖。某玉米銑刀檢測實驗中,系統在 3 分鐘內完成 12 個切削刃的鈍化值測量,成功識別出刃口 R 值的周向不均勻性(最大差值 1.2μm)。
四、技術局限性
(一)超細刃口測量盲區
當鈍化值 R<2μm 且刃口角度 < 15° 時,激光入射角度受限(θ<10°),導致三角測量基線過短,輪廓點云 Z 軸誤差增大(>±0.8μm)。某微銑刀(直徑 1mm)刃口 R=1.5μm 測量顯示,圓弧擬合誤差達 ±0.5μm,需結合聚焦離子束(FIB)截面分析進行校準。
(二)高反光涂層測量噪聲
TiAlN 涂層(反射率 > 85%)會導致激光散斑噪聲增強,干涉信號對比度下降至 40% 以下,相位解算誤差增加 30%。實驗表明,未處理 TiAlN 涂層的 R 值測量標準差達 0.5μm,而采用偏振濾波技術后,標準差降至 0.2μm,但系統成本增加 20%。
(三)數據后處理復雜度
超高分辨率掃描(點云密度 200 點 /μm)產生的刃口點云數據量達 100MB / 刃,三維重建時需專用 GPU 加速(單刃處理時間 5 分鐘),難以滿足刀具生產線在線檢測需求(節拍 < 1 分鐘)。在汽車刀具批量檢測中,需壓縮點云密度至 20 點 /μm,導致 R 值測量精度下降至 ±0.8μm
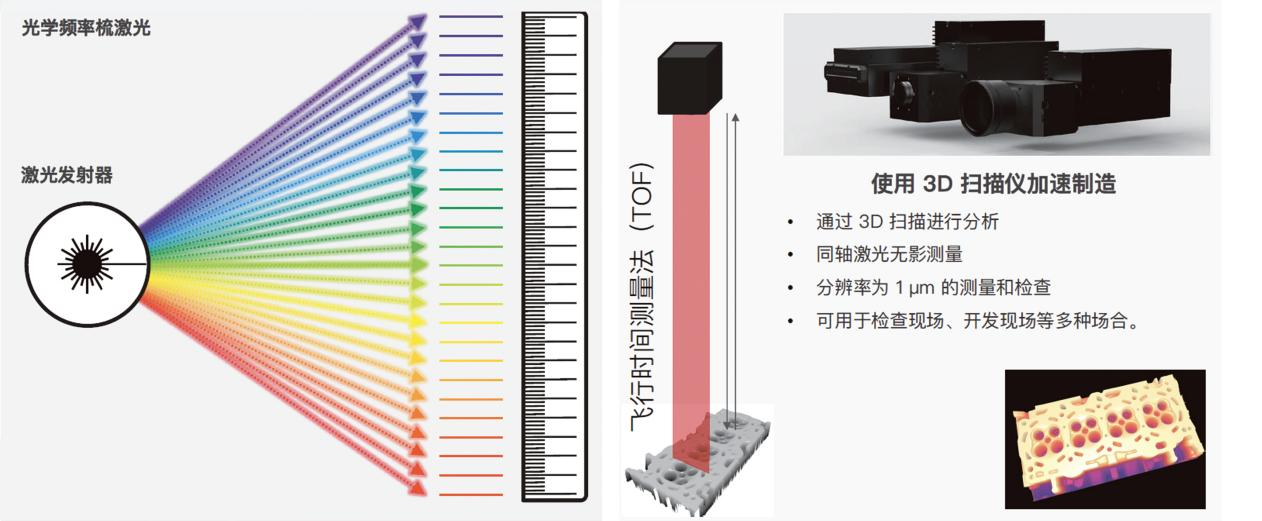
激光頻率梳3D光學輪廓測量系統簡介:
20世紀80年代,飛秒鎖模激光器取得重要進展。2000年左右,美國J.Hall教授團隊憑借自參考f-2f技術,成功實現載波包絡相位穩定的鈦寶石鎖模激光器,標志著飛秒光學頻率梳正式誕生。2005年,Theodor.W.H?nsch(德國馬克斯普朗克量子光學研究所)與John.L.Hall(美國國家標準和技術研究所)因在該領域的卓越貢獻,共同榮獲諾貝爾物理學獎。?
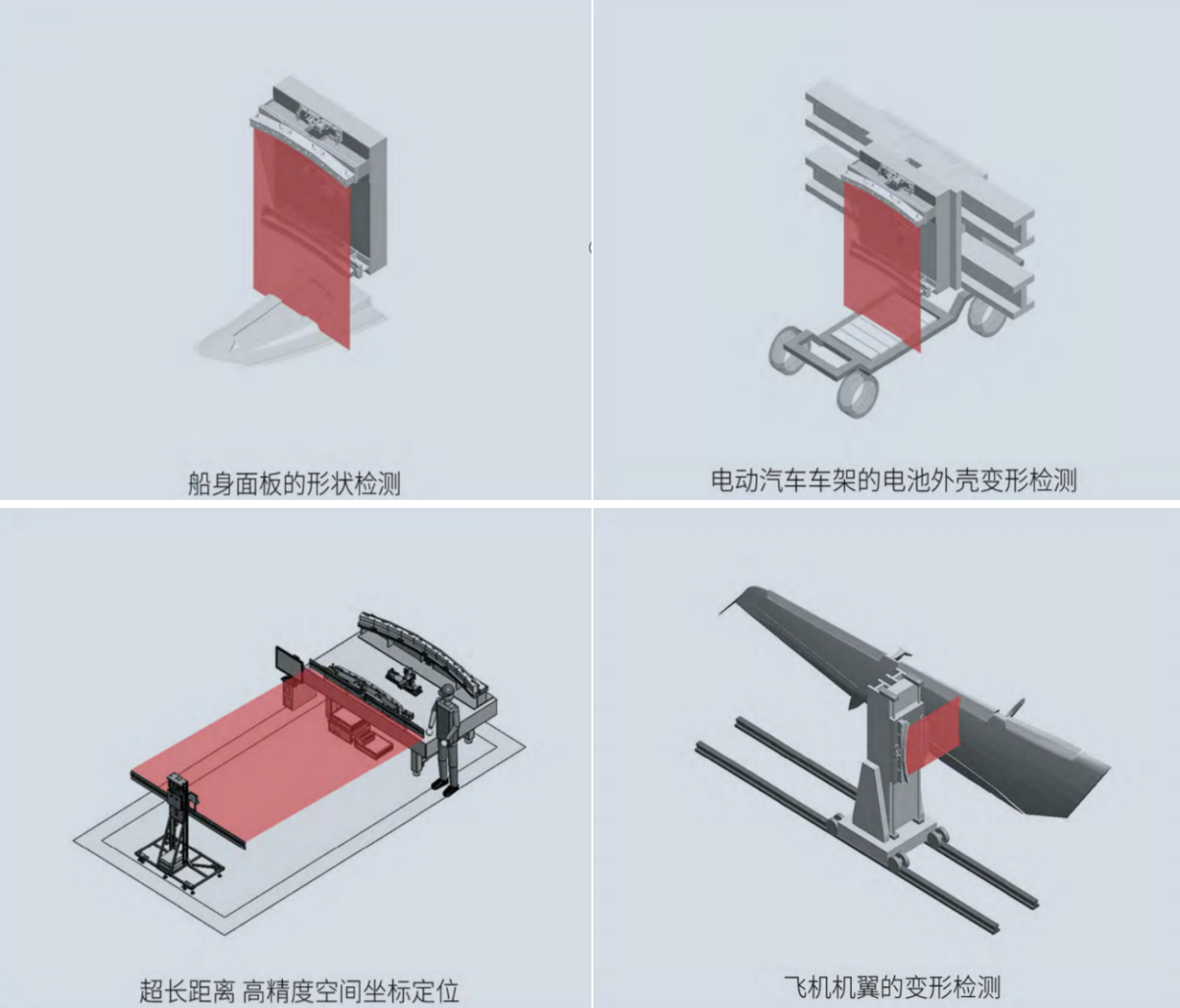
系統基于激光頻率梳原理,采用500kHz高頻激光脈沖飛行測距技術,打破傳統光學遮擋限制,專為深孔、凹槽等復雜大型結構件測量而生。在1m超長工作距離下,仍能保持微米級精度,革新自動化檢測技術。?
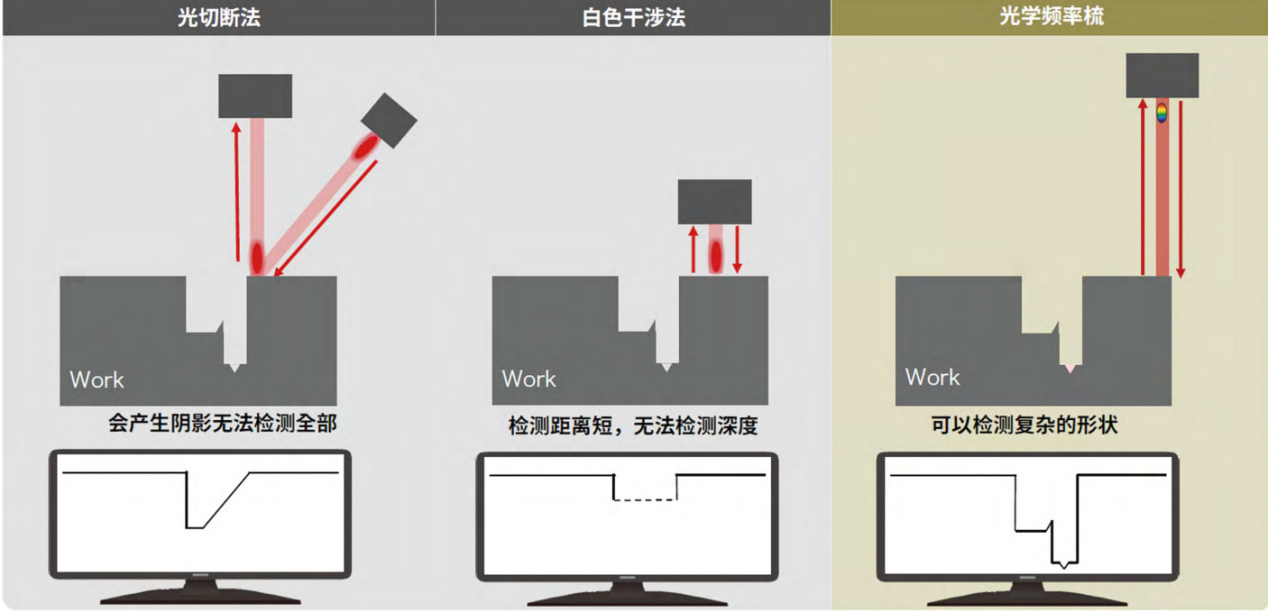
核心技術優勢?
①同軸落射測距:獨特掃描方式攻克光學“遮擋”難題,適用于縱橫溝壑的閥體油路板等復雜結構;?
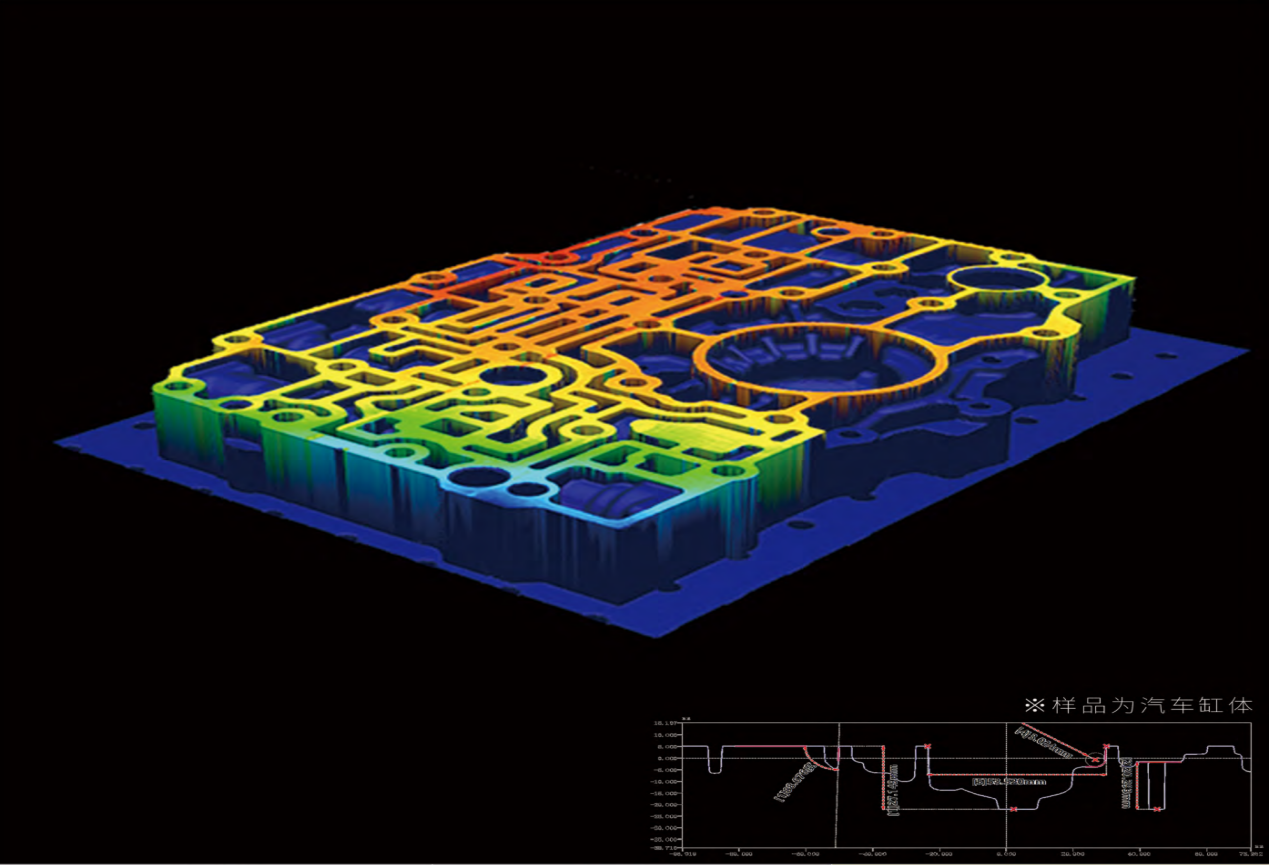
(以上為新啟航實測樣品數據結果)
②高精度大縱深:以±2μm精度實現最大130mm高度/深度掃描成像;?
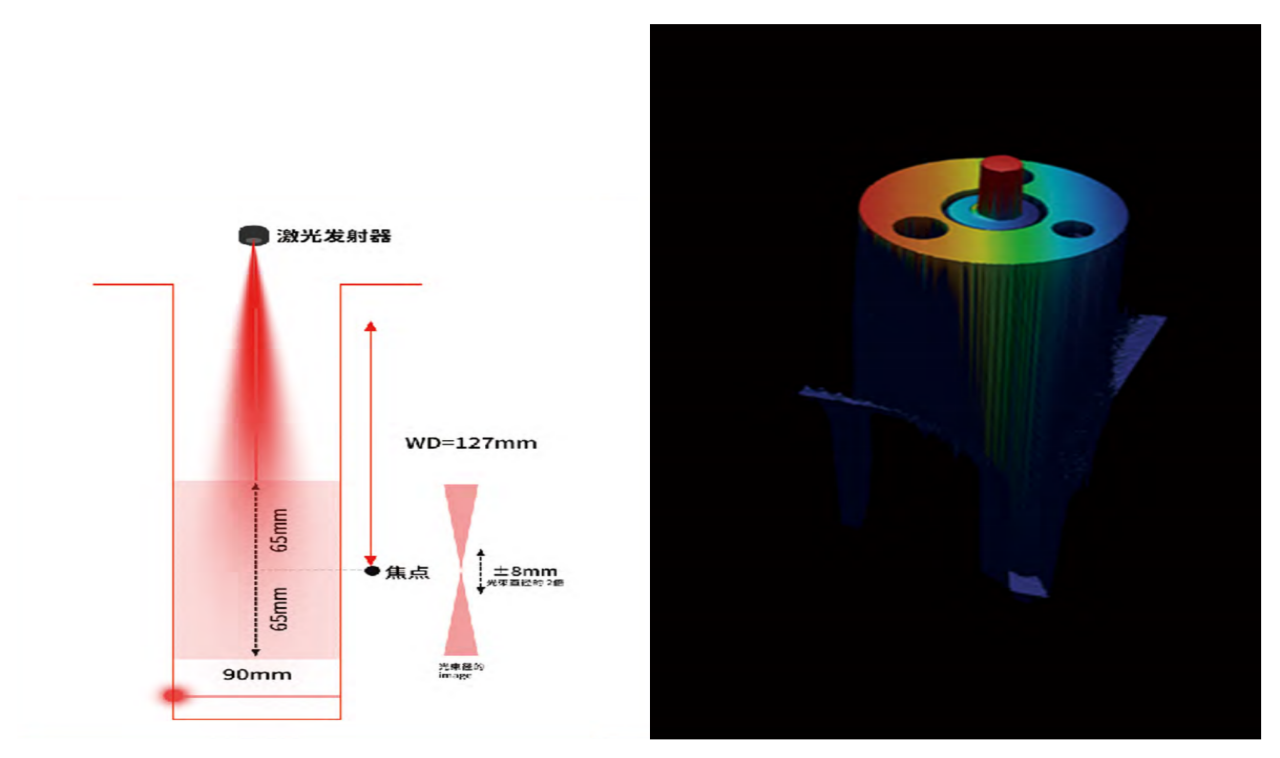
(以上為新啟航實測樣品數據結果)
③多鏡頭大視野:支持組合配置,輕松覆蓋數十米范圍的檢測需求。
(以上為新啟航實測樣品數據結果)

:溫度傳感器DS1820》)







)




![洛谷 P2680 [NOIP 2015 提高組] 運輸計劃(二分答案 + 樹上差分)](http://pic.xiahunao.cn/洛谷 P2680 [NOIP 2015 提高組] 運輸計劃(二分答案 + 樹上差分))



)
