案例背景
在食品飲料行業,生產過程的精準控制對于保證產品質量和安全至關重要。某知名食品飲料企業的生產線上,前處理、灌裝和包裝環節采用了基于?ProfiNet 主站的施耐德 M340 系列 PLC 進行控制,以確保生產過程的穩定性和精確性。而原料倉儲和配送環節由于使用了一些進口設備,采用了基于 Ethernet/IP 主站的歐姆龍 NJ 系列 PLC。不同協議的 PLC 導致生產數據無法實時整合,原料供應與生產進度難以同步,影響了產品的質量和生產效率。為了實現生產過程的精準控制,企業決定采用塔訊?TX 161 - RE - EIS/PNS?網關進行?ProfiNet 轉 Ethernet/IP?的協議轉換。

?
設備參數
·?施耐德?M340 系列 PLC:型號為?BMX P34 2040,支持 ProfiNet 協議,具有豐富的功能模塊和可靠的控制性能,能夠滿足食品飲料生產過程的復雜控制需求。
·?歐姆龍?NJ 系列 PLC:型號為?NJ501 - 1300,作為 Ethernet/IP 主站,具備高速的數據處理能力和靈活的通信接口,可實現原料倉儲和配送設備的高效控制。
·?塔訊?TX 161 - RE - EIS/PNS 網關:能夠穩定地實現?ProfiNet 從站轉 Ethernet/IP 從站的協議轉換,支持高速數據傳輸,確保生產數據的實時性和準確性。
?
硬件連接
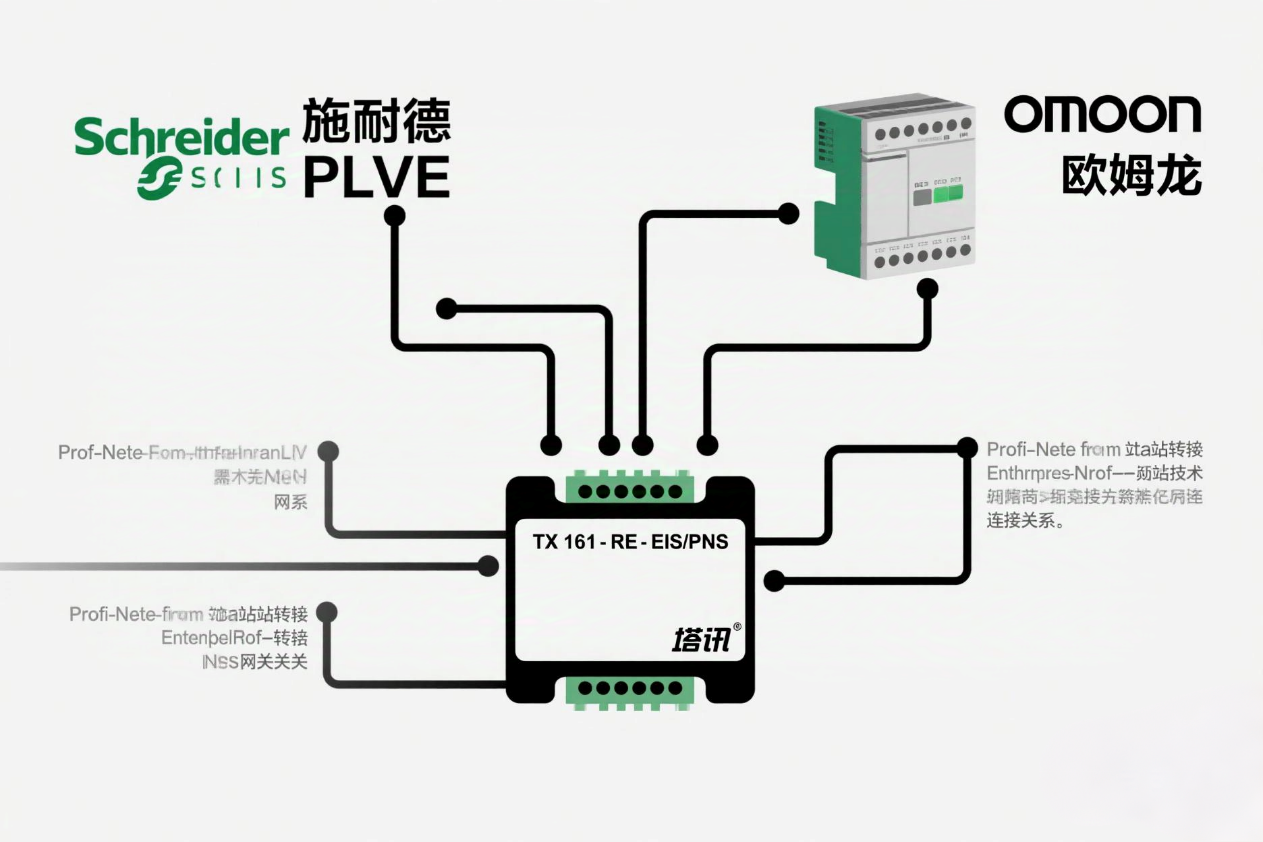
將塔訊?TX 161 - RE - EIS/PNS 網關的?ProfiNet 端口通過專用網線連接到施耐德 M340 PLC 的 ProfiNet 接口,確保網絡連接的穩定性。同時,將網關的 Ethernet/IP 端口連接到歐姆龍 NJ 系列 PLC 的 Ethernet/IP 接口。為網關提供符合食品行業衛生標準的電源供應,并進行防潮、防塵處理,以適應食品飲料生產環境的要求。
?
軟件配置
·?施耐德?M340 PLC(ProfiNet 主站)配置:打開施耐德?Unity Pro 編程軟件,新建項目并選擇 BMX P34 2040 PLC。在項目中添加 ProfiNet 設備,導入塔訊網關的設備描述文件。設置 PLC 與網關之間的 ProfiNet 通信參數,如 IP 地址、子網掩碼等。在硬件配置中,對網關進行組態,根據生產流程的需求,設置輸入輸出數據區。例如,將輸入數據區的一部分用于接收原料倉儲的庫存信息,輸出數據區的一部分用于發送灌裝和包裝環節的生產指令。
·?歐姆龍?NJ 系列 PLC(Ethernet/IP 主站)配置:使用歐姆龍?Sysmac Studio 編程軟件,創建新項目并選擇 NJ501 - 1300 PLC。在項目中添加 Ethernet/IP 設備,導入塔訊Ethernet/IP轉ProfiNet網關的?EDS 文件。設置 PLC 與網關之間的 Ethernet/IP 通信參數,如 IP 地址、端口號等。在硬件組態中,對網關進行配置,確定輸入輸出數據映射關系。比如,將原料配送設備的運行狀態映射到輸入寄存器,將前處理環節的生產需求映射到輸出寄存器。
·?塔訊?TX 161 - RE - EIS/PNS 網關配置:使用塔訊網關配置軟件,新建工程并選擇?TX 161 - RE - EIS/PNS 網關。在 ProfiNet 設置中,配置與施耐德 PLC 相同的網絡參數,確保與 ProfiNet 網絡的通信正常。同時,設置輸入輸出數據長度,與施耐德 PLC 中設置的數據區一致。在 Ethernet/IP 設置中,配置與歐姆龍 PLC 相同的網絡參數,設置輸入輸出數據長度與歐姆龍 PLC 中的數據映射關系對應。完成配置后,將配置下載到網關。

?
測試與驗證
在軟件配置完成后,進行全面的測試。首先,在施耐德?PLC 中編寫測試程序,向網關發送原料需求指令,檢查歐姆龍 PLC 是否能夠正確接收并控制原料配送設備。然后,在歐姆龍 PLC 中編寫測試程序,向網關發送原料庫存信息,驗證施耐德 PLC 是否能夠準確接收并根據庫存情況調整生產計劃。同時,模擬生產過程中的異常情況,如原料短缺、設備故障等,測試?ProfiNet 轉 Ethernet/IP?通信的容錯能力和穩定性。

?
總結
通過塔訊?TX 161 - RE - EIS/PNS?網關實現?ProfiNet 轉 Ethernet/IP?的協議轉換,食品飲料企業實現了生產過程的精準控制。生產數據能夠實時整合,原料供應與生產進度實現了同步。例如,當原料庫存不足時,生產線上的設備能夠自動調整生產速度,避免因原料短缺導致的生產停滯。這提高了產品質量的穩定性,降低了生產成本,提升了企業的市場競爭力。


git高階命令分析【結合使用場景】)









)
)


)
 下一代 Python 包管理工具:UV)

