繼續花鍵的話題,今天跟小伙伴們一同學習一下:漸開線花鍵的參數確定的一般流程及基本方法。
前面有好幾篇介紹了花鍵的基本參數的概念,包括規格、模數、齒數、壓力角等等。以及花鍵的定心方式,內外花鍵的配合方式。那么這些參數的大小是如何確定的呢?查閱相關資料,整理了下:
最直接的方式就是“套標準”,從已有的國家標準:國標、德標、日標等等中規定的規格選擇合適的參數是最快速的方式。選擇合適的參數可以避免表面壓潰及過度磨損(動連接)以及強度校核計算,一般都推薦采用這種方式。
參數選擇有幾個基本原則:
花鍵的壓力角增大,則齒根強度增大,在傳遞的圓周力相同的條件下,正壓力更大,故摩擦力更大。選擇壓力角時主要從構件的工作特點去考慮,如有無滑動、浮動以及配合性質和工藝方法等方面考慮。
考慮花鍵加工所用的刀具、檢具工裝,如果沒有現成的,即使是使用規格參數,也全部需要專門定制,從這個意義出發的話沒有必要可以追求復合標準,當然考慮后續維修互換還是建議盡量“套標準”。
定心方式確定
根據花鍵使用部位的功能來確定定心的類型,花鍵加工后需要熱處理的零件會發生熱變形,因此需要將間隙做得大一些。作為減小此間隙的方法,可以給大徑(或小徑)處進行磨削加工做成大徑定位(或小徑定位)。精度順序一般為“齒面定位>大徑定位>小徑定位”,且磨加工處越多越好,下面是幾種常用組合。
軸類零件:采用大徑定位時推薦在大徑處進行磨削加工;采用小徑定位時推薦在小徑處進行磨削加工。
孔類零件:推薦采用小徑定位,并在小徑處進行磨削加工。
說明:使用小徑定位時,很難保證軸的小徑磨削加工直徑與齒輪的分度圓的同軸度,齒面間隙做得較小時,裝配會很困難,所以必須注意。
配合量確定
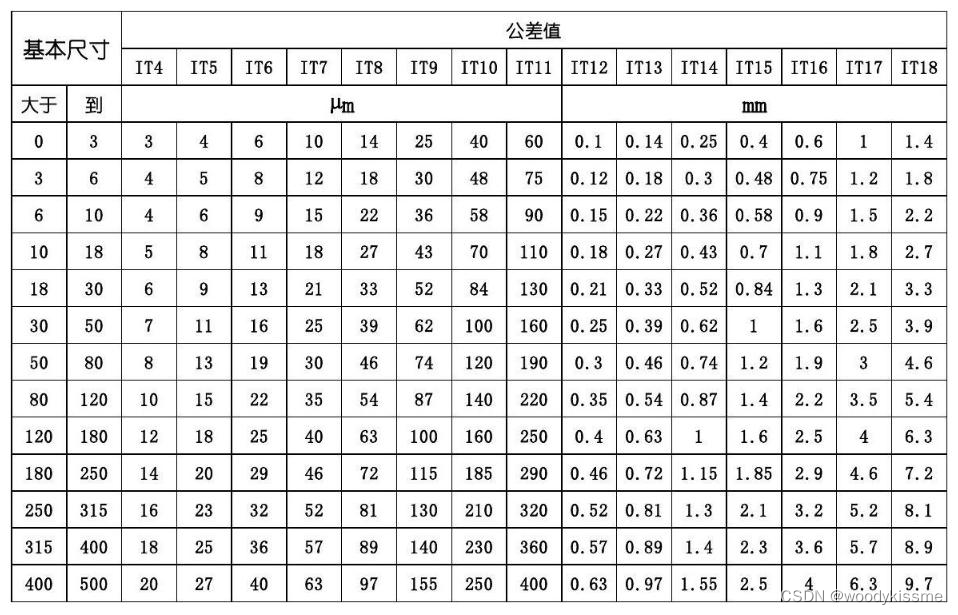
下面是常見的加工方法與公差等級,僅供參考。
拉刀加工:適用于孔類內花鍵零件,公差等級IT7級。
滾齒加工:適用于軸類外齒零件,公差等級IT10級。
插齒加工:適用于孔、軸臺階類零件,公差等級IT10 級。
激光線切加工:適用于孔、軸類零件(薄零件),公差等級IT10 級,一般不用于量產中。
熱處理:適用于孔、軸類零件,公差寬度+100~200 μm。
磨加工:適用于孔、軸類零件,公差等級IT6~7級。
還可以進行間隙調整,原則上是將孔參數固定后再探討軸的參數。需要注意的是,即使要用拉刀加工孔,也不能變更其尺寸。
其他詳細參數的確定方法
不用來定心的部位,軸小徑與孔大徑一般自由公差。
選擇平齒根和圓齒根,如果沒有特殊要求的話一般定為平齒根。原因為軸的抗扭強度與齒底圓角沒有關系,花鍵小徑越大強度越強,所以選擇小徑更大的平齒根更好。對于孔,如果采用大徑定位的話,需做成平底。即使一開始沒有采用大徑定位,為了將來能夠在共用該拉刀的產品上實現大徑定位,提前做成平底也(在此情況下提前加公差)很有必要。
在齒頂部加倒角,齒根部加齒根圓角。給齒頂加倒角的原因為:防止對齒面的磕碰傷痕/ 避開齒根圓角等。但是,在帶倒錐的換擋接合齒的軸向上,為了避免齒面接觸面積損失得過大,在齒頂上不加倒角。齒根圓角是為了延長刀具壽命、緩和應力集中。
花鍵齒面加工的退刀部位上、由于容易發生毛刺、飛邊,要特別注意。
花鍵加工面的粗糙度(除磨加工處)原則上應定為Ra=2.5 μm。
我是woodykissme,定期分享有關,機械傳動及齒輪加工方面的內容,對這方面感興趣的小伙伴,可以關注我。希望能夠與大家討論一下:
齒輪的設計及加工方法,加工齒輪所用的刀具設計、制造及使用方面的相關問題。
齒輪刀具設計計算方法,相關應用程序的開發,CAD二次開發自動繪圖等的相關技術問題。
刀具應用方面,刀具的切削參數、涂層和使用壽命,加工中遇到的問題和解決辦法等問題。
今天就分享到這,感謝您抽出寶貴的時間閱讀!

后端(spring-boot3)分離 項目詳細步驟(圖文詳解))










配置多個子項目)






)