目錄:
第一節:卷對卷技術及其應用領域和工藝要求
一、卷對卷技術發展現概述
二、卷對卷研發和規模化應用難點重點和發展趨勢
三、卷對卷工藝主要應用領域及工藝要求
第二節:卷對卷生產工藝參數及質量控制
四、卷對卷生產工藝控制參數和條件
五、卷對卷生產質量控制的難點及重點監測指標
六、卷對卷主要生產設備和檢測儀器儀表
七、卷對卷工藝產線設備投資估算
第三節:卷對卷技術開發機構及比較優勢和替代風險
八、卷對卷工藝路線主要研發機構及制造商和服務商
九、卷對卷專利和知識產權分析
十、卷對卷工藝相對其他類似工藝路線的比較優勢
十一、卷對卷工藝技術替代方案及其發展現狀和趨勢
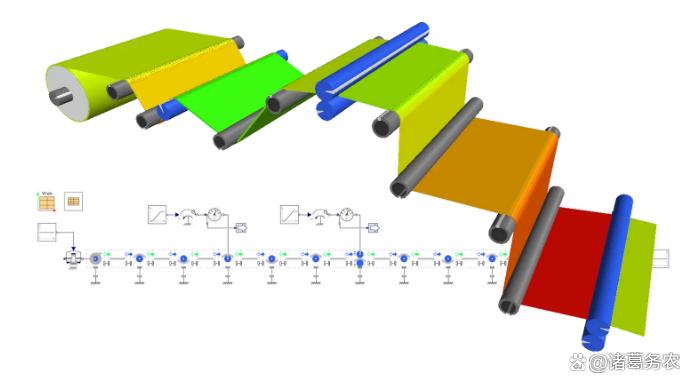
卷對卷工藝過程示意圖
第一節:卷對卷技術及其應用領域和工藝要求
一、卷對卷技術發展現狀概述
卷對卷(Roll-to-Roll,R2R)技術是一種連續化、高通量的制造工藝,通過將柔性基材以卷筒形式連續輸送并完成涂布、印刷、蝕刻、封裝等工序,廣泛應用于光伏、電子、能源、生物醫學等領域。
(一)研發進展
1. 高通量制造與AI結合
國際研究團隊利用數字孿生技術和R2R打印開發了“MicroFactory”平臺,可在24小時內制造并優化11,800個有機光伏器件,最高效率達9.35%。通過機器學習迭代,單周期內效率提升1%。
斯坦福大學提出基于卷對卷連續液界面3D打印(r2rCLIP)技術,每天可生產100萬個微米級顆粒,支持陶瓷、水凝膠等多材料應用,分辨率達2μm,適用于藥物輸送和微電子制造。
2. 納米級制程突破
普渡大學開發了基于激光誘導超塑性的R2R工藝,利用高能激光誘導金屬超塑性,制造出表面光滑的納米級金屬線路,解決了傳統工藝中的粗糙度和分辨率限制,適用于高速電子器件和生物傳感器。
3. 柔性電子與綠色制造
臺灣工研院聯合企業推出“卷對卷全加成軟板生產線”,將電路線寬從30μm縮小至10μm,生產流程縮短至3道工序,能耗降低50%,適用于觸控模塊和車用電子。
擎動科技通過R2R直接涂布法生產燃料電池膜電極,實現國產化突破,成本降低50%,年產能達100萬片,推動氫能汽車產業化。

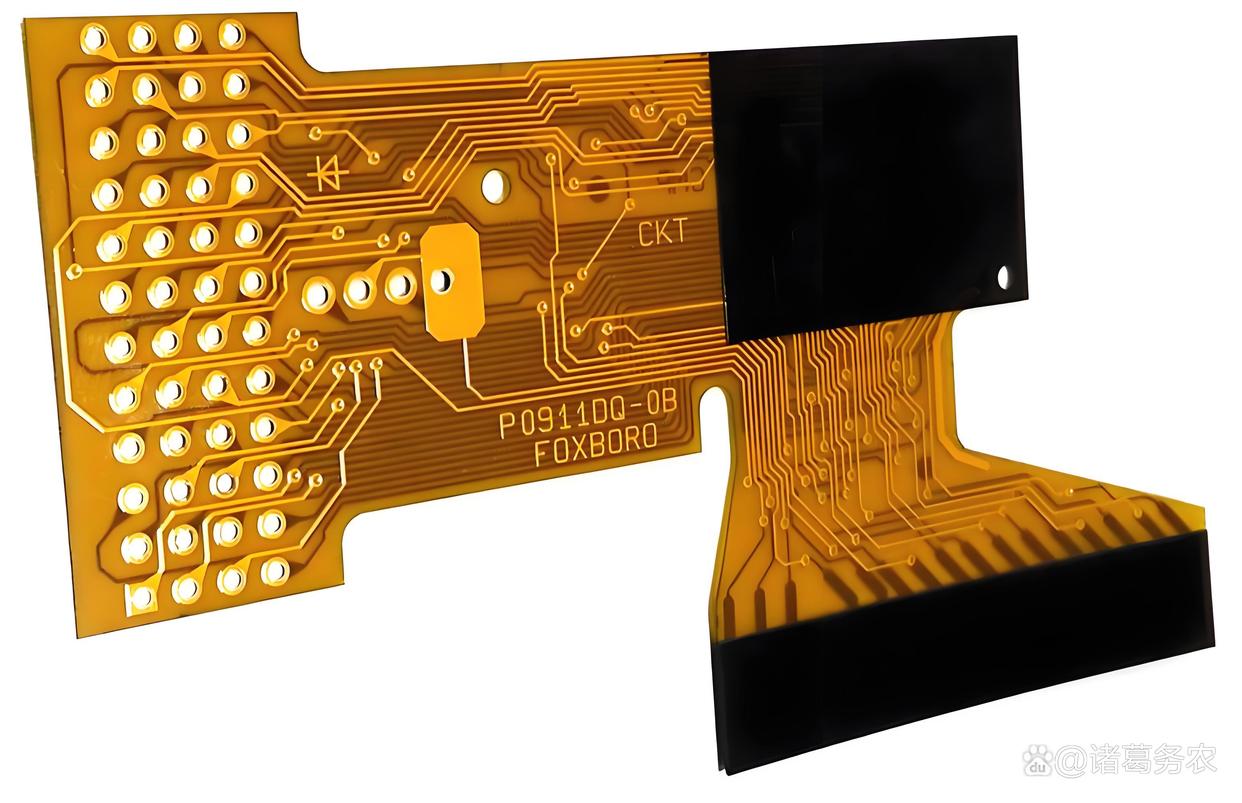
卷對卷工藝產品實物圖
(二)應用現狀
1. 光伏領域:有機太陽能電池的R2R打印技術已實現商業化探索,結合閉環優化系統,顯著提升生產效率和器件性能,助力綠色能源發展。
2. 電子器件:納米級R2R技術用于制造高速電子設備的金屬線路,如手機、平板等,減少過熱并延長電池壽命。柔性電路板(FPC)通過超細線寬技術滿足穿戴設備和車用電子需求。
3. 能源與燃料電池:燃料電池膜電極的R2R直接涂布法打破國外壟斷,降低生產成本,推動氫能汽車規模化應用。
4. 生物醫學與微納制造:微納顆粒的R2R 3D打印技術用于藥物輸送載體和微流體設備,支持個性化醫療和復雜結構制造。
(三)發展趨勢
1. 多材料與跨領域集成:未來技術將融合更多材料(如新型聚合物、陶瓷)和設備架構,例如柔性太陽能電池和3D成像觸摸屏。
2. 智能化與數字孿生:數字孿生模型和AI將進一步優化制造參數(如濕度、溫度),實現全球工廠數據互聯,提升生產智能化水平。
3. 綠色制造與可持續性:減少蝕刻工藝污染、降低能耗的綠色制程(如全加成法)將成為主流,推動PCB和電子產業可持續發展。
4. 大規模與低成本生產:R2R技術憑借高通量優勢,將在傳統制造業(如鞋類、家居)與精密制造(如微電子)間平衡速度與精度,降低成本。

卷對卷設備圖(局部)
二、卷對卷研發和規模化應用難點重點和發展趨勢
卷對卷(Roll-to-Roll, R2R)工藝作為柔性電子、新能源、生物醫療等領域的核心制造技術,其研發與大規模應用面臨多重挑戰,同時也催生了創新熱點與發展機遇。
(一) 核心難點與挑戰
1. 張力動態控制
難點:高速運行時材料張力波動(±0.1 N)易導致褶皺、斷裂或套印偏差,超薄材料(如5μm銅箔)尤為敏感。
根源:卷徑變化、輥軸振動、啟停慣性引發共振,傳統PID控制難以適應非線性擾動7。
2. 熱變形與結晶質量
高溫場景:鈣鈦礦薄膜涂布后直接熱烘易導致結晶不均,載流子傳輸距離縮短,光電轉換效率下降(實驗室效率>25%,但量產僅~15%)。
材料兼容性:納米級金屬線路加工中,傳統蝕刻工藝因“可成形性極限”難以實現高分辨率光滑表面。
3. 缺陷在線檢測
微米級缺陷識別:10μm線寬電路需實時捕捉斷線/毛刺,但薄膜褶皺干擾光學精度,傳統AOI漏檢率>5%。
多面同步檢測:翻轉過程易引入形變,需蛇形導向輥等專利設計實現零褶皺翻轉。
4. 設備衰退與成本
隱性故障:輥軸軸承磨損初期振動微弱,突發失效可致整批材料報廢。
投資門檻高:納米級產線設備成本達5000–8000萬元,中小廠商難以承受。
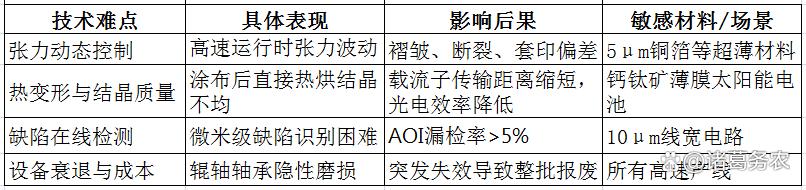
卷對卷工藝主要技術難點及其影響
(二)研究熱點與創新方向
1. 鈣鈦礦薄膜連續制備
預干燥+真空干燥耦合:蘇州淇新專利技術通過箱體式預干燥(溫度±2℃、氣壓動態調控)減少水氧污染,真空干燥單元匹配儲料裝置,結晶時間縮短40%,轉換效率提升至18%+。
2. 卷對卷3D打印微納顆粒
r2rCLIP技術:斯坦福團隊實現每天100萬顆粒產能,分辨率達2μm,支持陶瓷/水凝膠等多材料,用于藥物靶向輸送和微電子器件。
3. 納米級金屬線路成形
激光誘導超塑性:普渡大學利用CO?激光誘導金屬超塑性,直接壓印納米級光滑線路,表面粗糙度降低70%,解決高速電子器件過熱問題。
4. 數字孿生與虛擬調試
MapleSim張力仿真:建模200+參數(滑移率、卷徑),預演共振風險,替代80%物理試機,美國新能源車企借此提升電芯產線效率25%。
(三)攻關重點與技術突破
1. 高精度張力控制
AI-MPC算法替代PID:基于LSTM-SVM模型預測輥軸衰退,模糊劃分峭度指標(公式:$\mu_6 = e^{-\frac{(K-K_0)^2}{2\sigma^2}}$),預警準確率>95%。
分布式傳感器網絡:多單元張力檢測+EPC糾偏系統,全幅寬張力CV值壓縮至≤2%。
2. 綠色制造工藝革新
全加成法替代蝕刻:濟南晶恒電鍍工藝通過模具定位局部鍍銀,節省貴金屬30%,減少化學污染。
低溫固化技術:珠海比昂快壓機專利實現多材料同步壓合,能耗降低35%。
3. 跨尺度在線檢測
多模態視覺系統:WiseAlign對位系統結合3D熱力圖與飛針測試,缺陷識別率≥99.5%,適配反光/透明基材。
量子傳感測厚:β射線在線測厚儀精度達±0.1μm,閉環調控逗號刮刀間隙。

卷對卷張力仿真與控制
(四)發展趨勢與未來方向
1. 多學科集成與智能化
數字孿生全域覆蓋:從虛擬調試延伸至預測性維護,通過FMI標準對接Rockwell/倍福等PLC,實現毫秒級控制迭代。
AI驅動工藝鏈優化:利用歷史數據訓練參數敏感度模型,動態匹配涂布厚度-干燥速率-曝光能量鏈條。
2. 綠色低碳與可持續性
環保材料適配:水性膠料+UV固化組合(能耗僅為熱烘30%),2026年包裝/電子領域應用占比將超40%。
閉環資源回收:電鍍銀回收率>98%,蝕刻液再生利用率達90%。
3. 超精密-高速化平衡
納米級量產突破:激光誘導超塑性+R2R 3D打印推動線寬邁向1μm,支撐柔性半導體器件制造。
高速涂布干燥集成:狹縫式模具+紅外預干燥(120℃)速度提升至10m/min,適用于鈣鈦礦電池量產。
4. 跨行業應用拓展
新能源:柔性鈣鈦礦電池(BIPV/CIPV)、燃料電池膜電極卷對卷涂布。
生物醫療:r2rCLIP定制藥物載體、可降解電子敷料。
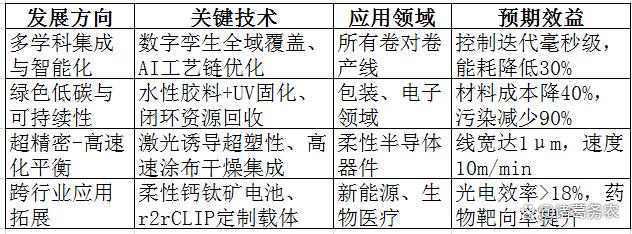
卷對卷工藝未來發展主要方向
(五)總結:破局路徑與未來圖景
卷對卷工藝的核心突破在于 “動態穩定性”與“跨尺度精度”的協同:
短期攻關:依托數字孿生和AI-MPC算法解決張力/熱變形耦合問題,推動鈣鈦礦薄膜、納米金屬線路的產業化驗證;
長期趨勢:向“零缺陷制造”演進,結合量子傳感、自愈材料(如微裂紋自動修復涂層),實現半導體級可靠性生產。
未來十年,R2R技術將重塑“制造-應用”鏈條,成為柔性電子、分布式能源、個性化醫療的基石型工藝。
三、卷對卷工藝主要應用領域及工藝要求
卷對卷(Roll-to-Roll, R2R)工藝憑借其連續化、高通量、低成本的特性,已成為柔性制造的核心技術。不同應用領域對工藝精度、材料兼容性、環境控制等提出差異化要求。
(一)柔性電子與顯示器件
1. 應用場景
可拉伸電子產品:如橫濱國立大學開發的液態金屬布線可穿戴設備,可承受70%拉伸形變仍保持功能。
透明導電薄膜:北京大學研發的卷對卷CVD石墨烯/PET電極,表面電阻低至8Ω/□,透光率94%,用于柔性屏幕。
納米級線路:普渡大學激光誘導超塑性技術制造表面粗糙度降低70%的納米金屬線路,解決高速器件過熱問題。
2. 技術要求
圖形精度:線寬控制需達±2μm(FPC電路)或納米級(1-10nm,半導體器件)。
柔性基底適配:張力波動≤±0.1N,防止5μm銅箔斷裂;糾偏精度±0.5mm。
環境控制:Class 1000級潔凈室,濕度≤30% RH(防纖維吸濕導電)。
(二)新能源材料
1. 應用場景
鈣鈦礦太陽能電池:卷對卷涂布實現18%+轉換效率,需預干燥與真空耦合工藝控制結晶均勻性。
燃料電池膜電極:擎動科技R2R直接涂布法降低50%成本,年產100萬片。
鋰電池極片:無錫先導智能裝備的涂布厚度CV≤3%,速度5m/min,配套閉環測厚系統。
2. 技術要求
涂層均勻性:β射線在線測厚儀監控厚度偏差±1μm,干燥溫度梯度控制±2℃。
熱管理:高溫區(如石墨烯沉積>1000℃)需防材料軟化變形;UV固化光強衰減≤5%。
環保工藝:全加成法替代蝕刻,減少貴金屬損耗30%(如濟南晶恒電鍍)。
(三)精密金屬加工
1. 應用場景
多功能金屬料帶:一站式電鍍蝕刻工藝(如專利CN202210774973),集成脫脂、電解拋光、預鍍等20道工序,成本降低30-50%。
超薄銅箔:5μm銅箔R2R軋制,解決晶粒演變與生產速度沖突。
2. 技術要求
多工藝集成:電鍍與蝕刻連續作業,避免轉運損傷;走速控制25-30m/min(脫脂段)。
表面處理精度:電解拋光后表面粗糙度Ra<1μm;酸洗活化劑PH<7,溫度25-60℃。
張力穩定性:多單元分布式傳感器實現全幅寬張力CV≤2%,響應時間<1秒5。
(四)包裝印刷與表面裝飾
1. 應用場景
智能包裝:R2R印刷集成RFID標簽,如BOBST納米套印系統支持±25μm對位精度。
環保涂層:KLEIBERIT的PUR HotCoating含50%生物基原料,卷材涂覆速度60m/min,適用木塑復合材料。

RFID電子標簽
2.?技術要求
高速生產:模切速度達26900張/小時(傳統工藝僅5000張/小時)。
多材料兼容:適配紙張、熱塑性薄膜、皮革纖維(如LICO可持續地板)。
紋理控制:壓花輥同步表面壓紋,聚氨酯涂層附著力需通過288℃熱應力測試。
(五)生物醫療設備
1. 應用場景
藥物載體:斯坦福r2rCLIP 3D打印日產能100萬微顆粒(分辨率2μm),用于靶向給藥。
生物傳感器:弗勞恩霍夫協會石墨烯油墨R2R印刷電極,速度400個/分鐘。
2. 技術要求
微納結構精度:EHD-inkjet技術實現墨滴直徑2.8μm(噴嘴5μm),避免“咖啡環”效應。
生物相容性:水凝膠/硅膠基材需低溫固化(≤80℃),防止活性成分失活。
無菌環境:涂層與封裝需在GMP潔凈環境下完成,防止微生物污染。
(六)各領域關鍵技術參數對比
1. 不同領域關鍵技術參數比對

不同領域卷對卷R2R生產技術參數對比
2. 技術演進方向
共性挑戰是張力動態控制(超薄材料)、熱變形管理(高溫工藝)、微缺陷在線檢測(AOI漏檢率>5%)需依賴AI-MPC算法和數字孿生(如MapleSim仿真200+參數)優化;領域定制化:
電子/醫療領域追求納米級精度(激光超塑性、r2rCLIP);
能源/包裝領域側重綠色制造(水性膠料+UV固化降耗30%)。
第二節:卷對卷生產工藝參數及質量控制
四、卷對卷生產工藝控制參數和條件
卷對卷(Roll-to-Roll, R2R)生產工藝的核心在于連續化、高精度、動態控制,其質量控制需貫穿材料處理、加工、檢測全流程。
(一)核心控制參數與條件
1. 張力控制
1)控制目標:恒定、均勻、自適應卷徑變化,防止材料褶皺或斷裂。
2)參數范圍:
電子級玻璃纖維布:張力波動需≤±0.1 N,否則導致纖維斷裂或布面褶皺;
柔性電路板(FPC):銅箔張力通常控制在10–50 N(依基材厚度調整),糾偏精度±0.5 mm;
電池隔膜:張力穩定性要求±5%,放卷摩擦收緊+收卷可調張力馬達(如科晶MSK-HRP-04-RD機型)。
FPC柔性電路板
3)控制條件:
多單元分布式張力傳感器實時反饋,響應時間<1秒;
力矩馬達減速比1:20,配合磁粉剎車/伺服電機閉環控制。
2. 速度與同步性
1)工藝適配速度:
涂布/干燥:1–5 m/min(溶劑型涂料需低速確保均勻性);
蝕刻/顯影:4.0 m/min(壓力1.6–1.8 kg/cm2);
輥軋:≤1.5 m/min(配套軋機限制)。
2)同步要求:
各工段速度偏差≤0.5%,防止材料堆疊或拉伸變形;
驅動輥與從動輥轉速比動態校準(如采用編碼器反饋)。
3. 溫度與濕度
1)干燥/固化:
覆膜干燥:120℃(PET基材),溫度均勻性±2℃;
UV固化:365 nm LED光源,光強初始≥20 mW/cm2,衰減后自動補償。
2)環境控制:
電子級材料:濕度≤30% RH(防纖維吸濕導電);
潔凈室:Class 1000級(防粉塵附著)。
4. 壓力參數,壓合/輥軋:
覆蓋膜壓合:120 kg/cm2(FPC生產中剝離強度達7.15 kg/cm);
軋制壓力:依材料厚度動態調整,如銅箔軋制壓力誤差≤5%。
(二)各工藝環節控制要點
1. 材料預處理
清潔/干燥:等離子清洗功率300–500 W,去除有機物殘留;預熱溫度80–100℃(消除基材內應力)。
張力預調:筒子架分層配置張力墊圈(前排>后排,中層>上下層),減少片紗差異。
2. 涂布與干燥

卷對卷R2R干燥工藝質控要點
3. 光刻與圖形化(FPC核心)
1)曝光:
線寬≤10 μm需365 nm LED光源+真空貼膜(真空度≤400 mmHg);
能量密度15–25 mJ/cm2,過度曝光導致線寬失真。
2)顯影/蝕刻:
顯影壓力1.6 kg/cm2 + 蝕刻速度4.0 m/min(最優組合,線寬50.1±0.058 μm);
藥液濃度自動滴定(Cu2?濃度波動≤5%)。
4. 模切與收卷
模切精度:刀模溫度40–60℃(防粘刀),切割深度誤差±0.1 mm;
收卷質量:卷材端面整齊度≤±0.5 mm(EPC糾偏系統+錐度張力控制);卷芯與材料硬度匹配(防塌卷)。
(三)產品質量控制體系
1. 過程控制“三檢制”
自檢:操作員對流出工位的產品100%目檢(如覆膜無氣泡);
互檢:下道工序拒收上道不良品(如FPC線寬超差);
專檢:飛針測試機(NT260A)全檢電氣性能,良率誤差≤0.1%。
2. 關鍵檢測設備與指標
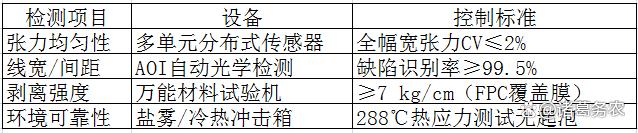
卷對卷R2R生產關鍵檢測設備及控制指標
3. 智能控制與預測維護
1)AI驅動決策:
LSTM-SVM模型預測輥軸衰退(振動特征輸入,準確率>95%);
Minitab優化參數:顯影蝕刻回歸方程減少試錯成本。
2)數字孿生應用:虛擬產線模擬張力/溫度耦合效應,預調參數。
4. 特殊行業要求
1)車載FPC:
耐撓曲性>10萬次(動態彎曲半徑1 mm);
靜電控制≤0.1 kV(防電路擊穿)。
2)電子級玻璃纖維布:漿紗量誤差±0.5%(過少起毛,過多變脆)。
(四)總結:質控閉環的關鍵邏輯
卷對卷生產的控制核心是 “張力為基、智能為翼、閉環為本”:
動態補償機制:如溫度-張力耦合控制(溫度上升張力下降);
跨工序協同:涂布厚度→干燥速率→曝光能量的參數鏈鎖定;
零容忍缺陷:靜電、濕度、粉塵對電子材料的“一擊致命”效應需嚴防。
未來突破點在于 納米級在線檢測(如激光衍射測厚)與 多物理場仿真(流體-熱力-應力耦合),推動R2R向半導體級精度演進。
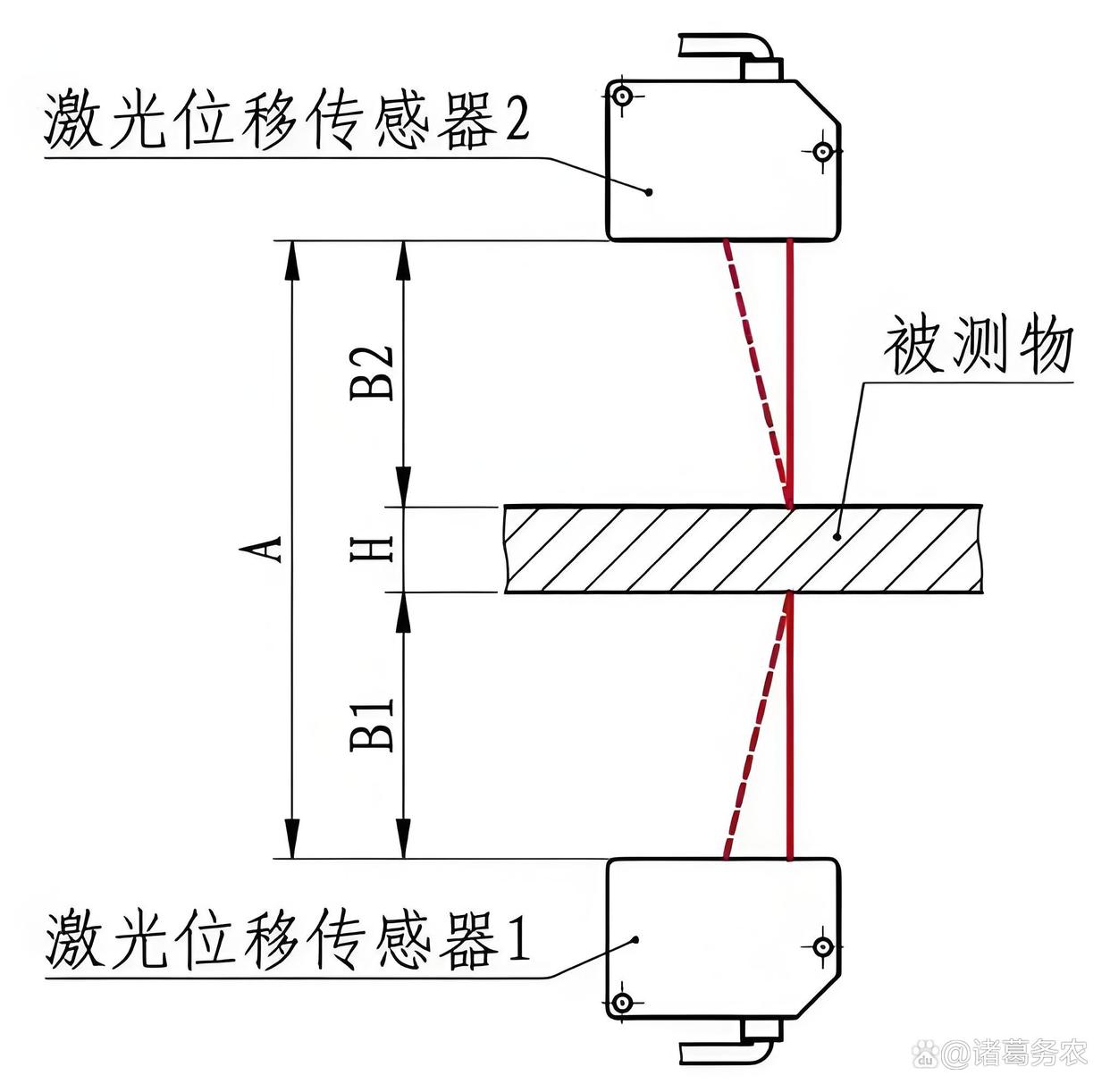
激光測厚儀工作原理圖
五、卷對卷生產質量控制的難點及重點監測指標
卷對卷(Roll-to-Roll, R2R)生產工藝在柔性電子、光伏、包裝等領域應用廣泛,但其連續化、高動態特性導致質量控制面臨獨特挑戰。
(一)質量控制的核心難點
1. 張力動態控制
難點:材料高速運行時易因張力波動(±0.1 N內)導致褶皺、斷裂或套印偏差。
根源:卷徑變化、輥軸振動、啟停慣性引發共振,超薄材料(如5μm銅箔)尤為敏感。
2. 熱變形與材料穩定性
高溫場景:如石墨烯沉積(>1000℃)中銅箔軟化變形,與輥軸粘連風險高。
冷熱交替:材料反復進出加熱區時熱應力累積,影響形變均勻性。
3. 環境與工藝穩定性
潔凈度:粉塵附著導致電子器件短路(需Class 1000級潔凈室)。
溫濕度波動:濕度>30% RH時玻璃纖維吸濕導電,涂布溶劑干燥速率失控。
4. 缺陷在線檢測
微米級缺陷:10μm線寬電路需實時識別斷線、毛刺,但薄膜褶皺干擾光學檢測精度。
多面檢測:需同步監控正反面,傳統設備難以避免翻轉時材料形變。
5. 設備衰退預警
隱性故障:輥軸軸承磨損初期振動微弱,但突發失效導致整批材料報廢。
(二) 關鍵質量控制指標與檢測方法
1. 過程控制指標
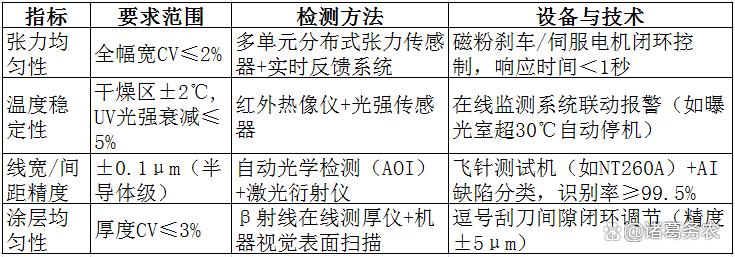
卷對卷R2R生產過程控制指標
2. 產品性能指標
1) 機械性能
剝離強度:≥7 kg/cm(FPC覆蓋膜),檢測方法:萬能材料試驗機拉伸測試。
耐撓曲性:>10萬次(車載FPC,彎曲半徑1mm),檢測方法:動態彎曲試驗機。
2) 環境可靠性: 鹽霧測試48h無腐蝕,288℃熱應力無起泡,檢測方法:環境模擬箱加速老化。
3) 電學性能:阻抗偏差≤5%,靜電≤0.1 kV,檢測方法:飛針測試機+靜電計。
(三) 先進檢測與質控技術應用
1. 數字孿生與虛擬調試
應用:MapleSim等平臺仿真200+參數(張力、滑移率),預演共振風險,替代80%物理試機。
案例:某電池企業通過仿真優化輥間距,極片毛刺減少40%。
2. 智能預測性維護
1) 方法:
振動傳感器采集輥軸均方根值(RMS)和峭度值;
模糊劃分建立性能衰退指標,壽命末期預警準確率>95%。
2) 公式示例:導向輥峭度隸屬度函數:
![]()
($K$為實測峭度,$K_0$為正常值,$\sigma$為容忍閾值)。
3. 多模態在線檢測系統
設計:蛇形導向輥布局(如專利CN117003040A),薄膜正反面翻轉時保持零褶皺;
配置:雙檢測工位+可調角度滑軌,適應反光/透明材料。
4. 實驗室質控方法交叉驗證
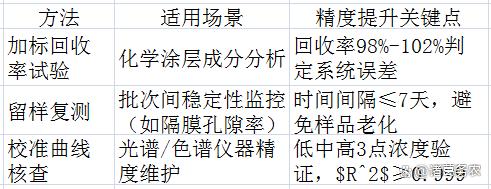
卷對卷R2R生產實驗室質控方法交叉驗證
(四)總結:質控難點和技術路徑
1. 難點和途徑
動態控制:采用AI驅動的MPC算法替代傳統PID,實現張力-溫度-速度多參數耦合控制。
材料適應性:超薄材料用全加成法替代蝕刻,減少熱輸入(如珠海比昂快壓機專利)。
零缺陷目標:結合3D熱力圖診斷+區塊鏈追溯,構建“在線檢測-實時反饋-工藝調優”閉環。
設備健康管理:振動指標模糊預警模型 + 數字孿生壽命預測,降低突發故障率70%。
2. 發展方向
卷對卷質控的核心是 “以動態穩定性換取靜態精度” ——通過高響應傳感、多物理場仿真和智能算法,將高速連續生產的變量波動壓縮至納米級容差范圍內。未來突破點在于 量子傳感在線測厚 和 自愈型材料 的應用,推動R2R向半導體級可靠性演進。
六、卷對卷主要生產設備和檢測儀器儀表
卷對卷(Roll-to-Roll,R2R)生產工藝的核心在于連續化、高精度、自動化,其設備體系可分為生產設備和檢測表征設備與儀器儀表兩大類。
(一)主要生產設備
1. 基材處理設備
1)放卷機與收卷機:
功能:實現卷材的連續輸送與收卷,配備氣漲軸固定材料(內徑通常為3英寸或6英寸),支持自動充氣、張力控制和糾偏。
技術指標:最大材料寬度1300mm,卷徑≤650mm,張力控制范圍6-50N(可調),糾偏精度±0.5mm。
2)覆膜機:雙面覆膜設備,如ZK-R2R-FM-1300,可同步覆蓋干膜和PET保護膜,覆膜速度0.5-5m/min,溫度控制達120℃,確保無氣泡、無折痕。

卷對卷自動覆膜機
2. 工藝加工設備
對輥軋制設備:如MSK-2300-RD-T,集成切邊、除塵功能,支持連續軋制,機械速度4m/min,適用于極片等精密材料加工。
曝光機:卷對卷自動曝光機(如ZK-R2R-BG-1300),采用365nm LED光源,掃描式曝光,分辨率10μm,精度達線寬5-15μm。配備真空貼膜系統,確保菲林與基材緊密貼合。
蝕刻與顯影設備:如ZKR2R-600蝕刻收放料機,配合隧道爐實現高溫蝕刻,支持金屬材料和覆干膜基材,處理寬度200-500mm,厚度80-380μm。
(二)檢測表征設備與儀器儀表
1. 張力與形變監測系統
邊緣張力檢測裝置:采用距離傳感器實時監測膜材邊緣張力,通過控制器聯動驅動機構(如伺服電機)調整支撐輥位置,防止褶皺。檢測精度達微米級,響應時間≤1秒。
多單元分布式檢測:沿收卷輥軸向布置多個檢測單元,實現膜材全幅寬張力分布可視化,局部矯正精度±0.1mm。
2. 在線質量檢測設備
飛針測試機:燕麥科技首創“飛針+治具”復合模式,支持車載FPC高速測試(如NT260A系列),集成針模與飛針,測試效率提升50%,良率誤差≤0.1%。
自動糾偏系統(EPC):通過光電傳感器檢測材料偏移,動態調整收放卷位置,糾偏精度±0.5mm,確保卷材端面整齊度。
3. 工藝參數監控儀表
張力控制器:磁粉剎車/伺服電機協同控制,配合張力檢測滾輪實現閉環調節,適應卷徑變化(如收卷扭力恒定技術)。
環境監測傳感器:實時采集曝光室溫度(≤30℃)、UV光強(初始20mW/cm2)、真空度(400mmHg)等參數,超限自動報警。
(三)關鍵設備技術參數對比

卷對卷R2R主要設備及型號參數
(四)發展趨勢與挑戰
智能化集成:AI驅動的數字孿生技術優化工藝參數(如張力、溫度),實現全球工廠數據互聯。
高精度與多材料適配:納米級制程(如5μm線寬)和新型材料(陶瓷、水凝膠)加工需求推動設備升級。
綠色制造:全加成法替代蝕刻工藝,減少污染;冰水冷卻LED光源降低能耗。
(五)小結
卷對卷生產設備體系的核心是“連續化+閉環控制”:從基材處理到精密加工,再到實時檢測,設備間通過PLC/控制器(如485接口)協同,形成“感知-決策-執行”閉環,確保高通量下的良率(如收卷端面整齊度≤±0.5mm)。未來突破點在于跨尺度制造(微米至納米級)與多工藝集成(如覆膜+曝光+測試一體化)。
七、卷對卷工藝產線設備投資估算
卷對卷(Roll-to-Roll,R2R)工藝產線設備投資需結合具體應用領域(如包裝印刷、電子制造等)和產線規模綜合評估和修正。
(一)核心設備投資估算(以包裝印刷領域為例)
1. 卷對卷模切機與檢品機
投資范圍:單臺設備采購價約1145萬元(含稅),如湖南中煙寧夏弘德包裝材料有限公司的招標項目。
技術要求:支持高速覆膜(0.5–5 m/min)、自動糾偏(精度±0.5 mm)、無氣泡覆膜(溫度達120℃),適配寬幅基材(≤1300 mm)。
2. 卷對卷燙金機
投資范圍:單臺招標控制價1030萬元(含稅),交貨期180日歷日,需滿足快速換版和二次套印精度要求。
中標案例:施潘德包裝印刷科技公司以綜合得分優勢中標,報價未公開但接近控制價。

卷對卷自動曝光機
3. 其他關鍵設備
曝光機:高精度型號(如ZK-R2R-BG-1300)約800–1200萬元,支持10 μm線寬光刻。
蝕刻/顯影設備:如ZKR2R-600系列,處理寬度200–500 mm,投資約500–800萬元。
(二)配套設備及系統投資
1. 檢測與控制系統
飛針測試機(如NT260A):用于車載FPC測試,單價300–500萬元,良率誤差≤0.1%。
張力監測系統:多單元分布式檢測設備約200–400萬元,響應時間<1秒,糾偏精度±0.1 mm。
MES系統對接:新增數據兼容接口費用約50–100萬元,如招標要求設備需與甲方MES系統對接。
2. 基材處理設備
放卷/收卷機:氣漲軸式,張力控制范圍6–50N,單價約150–300萬元。
覆膜機(如ZK-R2R-FM-1300):覆膜速度0.5–5 m/min,投資約200–400萬元。
(三)整體產線投資規劃參考
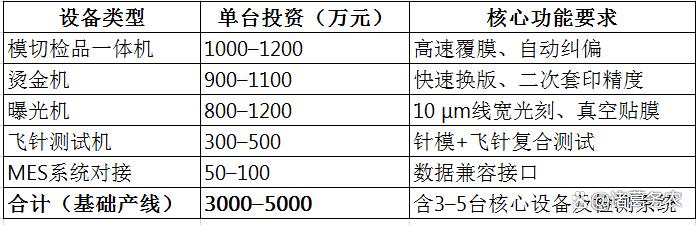
卷對卷R2R產線設備投資估算
注:以上為包裝印刷領域投資參考;若為電子/光伏領域,因需納米級制程設備(如激光誘導超塑性R2R設備),投資可能上浮30–50%。
(四)投資優化與成本控制建議
1. 成本權重變化
技術權重調整:近期招標中,技術評分占比從50%降至40%,但設備先進性專利分(6分)和MES兼容性(4分)權重上升,建議優先選擇具備專利技術及智能化接口的設備商。
工藝整合:采用“覆膜+曝光+測試”一體化設備,減少工序轉移損耗,如燕麥科技的復合測試模式可提升效率50%。
綠色制造:用全加成法替代蝕刻工藝,降低污染處理成本;冰水冷卻LED光源減少能耗30%。
2. 分期投入策略:
一期:聚焦模切、燙金等核心設備(投資約2000萬元);
二期:擴展檢測系統及MES對接(投資約1000萬元)。
3. 總結
卷對卷產線設備投資需根據應用精度和產能需求動態調整:
包裝印刷領域:基礎產線約3000–5000萬元,核心成本集中于模切/燙金設備及高精度檢測系統;
電子制造領域:因納米級設備溢價,投資可能達5000–8000萬元。
建議結合招標政策傾向(如MES兼容性加分)及工藝整合潛力,分階段規劃以平衡現金流與技術升級需求。
第三節:卷對卷技術開發機構及比較優勢和替代風險
八、卷對卷工藝路線主要研發機構及制造商和服務商
(一)核心設備制造商與供應商
1. 國際領先企業
1)Windm?ller & H?lscher(德國)
領域:包裝印刷與新能源涂布設備
技術優勢:高速多工位集成(速度≥10m/min)、張力閉環控制(波動≤±0.1N)。
2)BOBST(瑞士)
創新方向:數字孿生驅動的高精度套印系統,支持納米級圖形化(線寬±2μm),應用于柔性電子封裝。
3)DCN(韓國溢鑫科創科技集團)
核心產品:旋轉絲印涂布系統(Rotary Screen R2R),支持多層復合涂布(如Slot Die+Micro Gravure);量產線集成紅外干燥(IR Heater)與UV固化模塊,適配光伏背板及OLED薄膜生產。
2. 國內頭部廠商
1)無錫先導智能裝備股份有限公司
應用領域:新能源電池極片涂布,集成狹縫模具(涂布厚度CV≤3%)與閉環測厚系統。
2)珠海比昂電子
技術突破:卷對卷快壓機專利(CN119364661A),實現多材料同步壓合(如FPC覆蓋膜),能耗降低35%。
3)合肥科晶材料
小型化設備:MSK-HRP-04-RD卷對卷機構(寬200mm),專用于固態電池電解質膜制備,張力控制精度±0.5mm。

卷對卷R2R設備代表性制造商及技術對比
(二)研發機構與技術創新主體
1. 普渡大學(美國)
技術突破:激光誘導超塑性R2R工藝,實現納米級金屬線路(粗糙度降70%),解決高速電子器件過熱問題。
2. 斯坦福大學
創新方向:卷對卷連續液界面3D打印(r2rCLIP),日產能100萬微顆粒(分辨率2μm),用于靶向藥物載體。
3. 濟南晶恒電子
工藝專利:卷對卷連續電鍍(CN119913580A),通過模具定位局部鍍銀,節省貴金屬30%,提升封裝器件導電性。
4. 弗勞恩霍夫協會(德國)
應用研究:石墨烯油墨R2R印刷生物傳感器(400個/分鐘),降低電極制造成本。
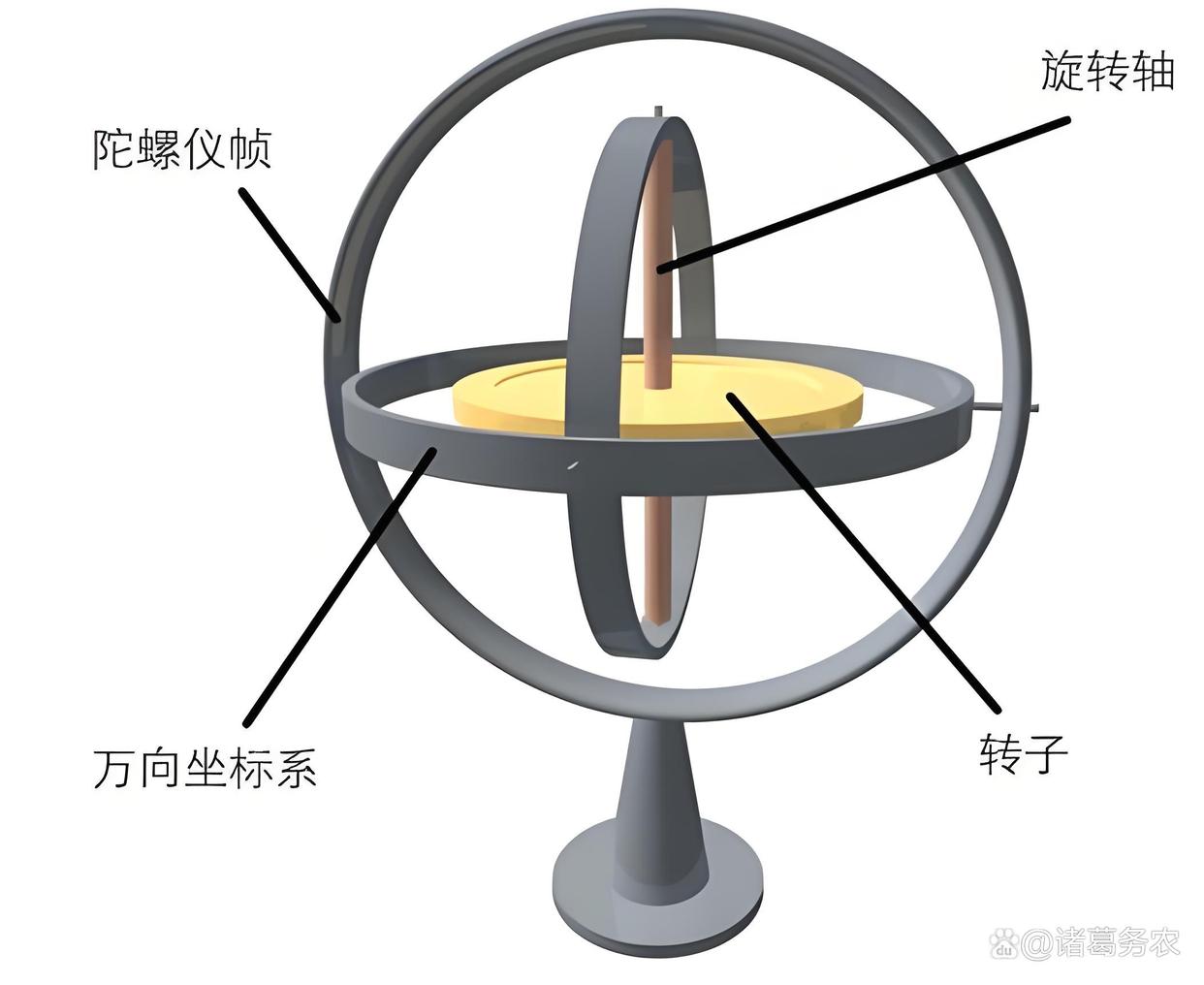
慣性陀螺儀結構示意圖
(三)專業服務商與技術支持
1. Pruftechnik(德國)
核心服務:ParAlign輥軸對中技術,采用慣性陀螺儀(非光學測量),30秒內完成輥筒平行度校準,減少材料褶皺與斷帶風險。
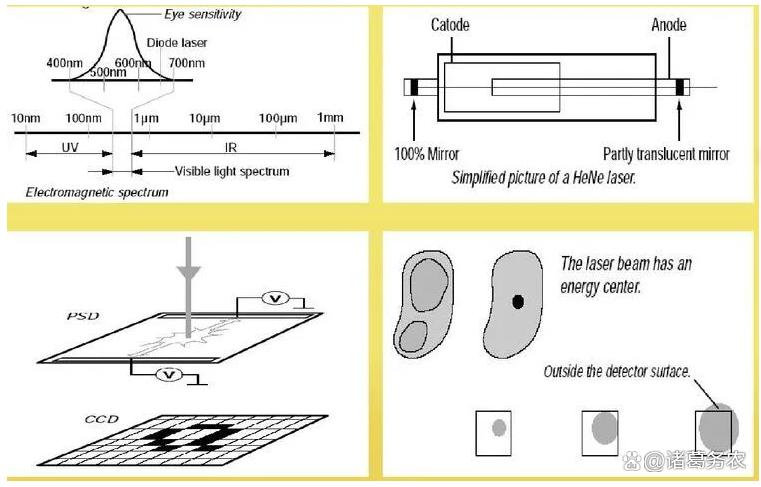
激光對中的方法與原理
2. 蘇州潤璽設備
解決方案:卷對卷電鍍生產線,支持帶材連續鍍層(如PCB銅箔),集成超聲波除油與電解脫銀模塊,減少污染。
3.?深圳市三井木科技
特色設備:全自動卷對卷網版印刷機,適配IMD/IML模內鑲件注塑工藝,精度達±25μm,用于3C產品外殼印刷。
(四)行業生態與發展特征
1. 區域集群化
亞太主導:占全球產能40%(中國為核心),無錫先導、珠海比昂等推動新能源設備國產化。
歐美優勢:高精度設備(如BOBST套印系統)仍壟斷半導體級R2R市場。
2. 技術融合趨勢
智能化:AI張力控制(LSTM-SVM模型)替代傳統PID,響應速度提升至毫秒級。
綠色制造:全加成法(濟南晶恒)與UV固化(DCN)減少蝕刻污染與能耗。
3. 應用場景拓展

卷對卷R2R工藝應用場景拓展
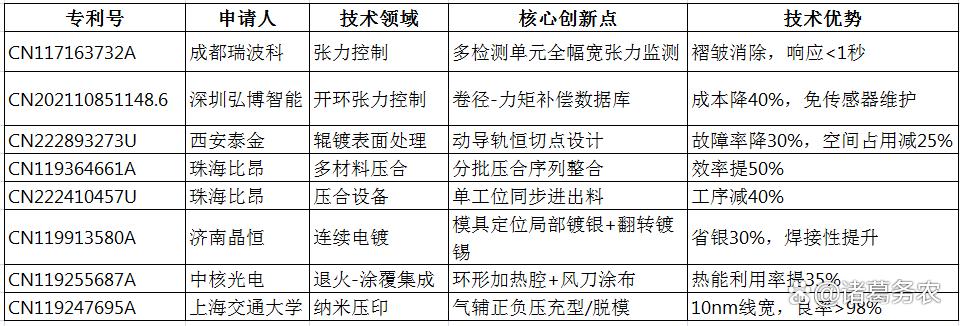
九、卷對卷專利和知識產權分析
(一)張力控制與糾偏系統
1. CN117163732A(成都瑞波科)
創新點:分布式張力檢測單元沿收卷輥軸向布局,實時監測膜材全幅寬張力分布,控制器聯動驅動機構動態調整支撐輥位置,局部矯正精度±0.1mm。
優勢:解決膜材褶皺/凹陷問題,響應時間<1秒,適用于超薄材料(如5μm銅箔)。
2. CN202110851148.6(深圳弘博智能)
創新點:開環張力控制技術,通過預建補償數據庫(卷徑-力矩映射表),替代傳統張力傳感器與浮動輥機構,成本降低40%。
優勢:兼容大/小卷徑材料(卷徑變化自適應),減少維護耗材需求。
3. CN222893273U(西安泰金)
創新點:收放卷導軌動態移動設計,保持箔面切點位置與包角恒定,消除張力時變跨度。
優勢:設備故障率降低30%,車間占地面積減少25%。
(二) 高效壓合與層壓技術
1. CN119364661A(珠海比昂)
創新點:機械流水式壓合序列,多批次軟體原料同步壓合后逐步整合為成品,優化等待時間。
優勢:壓合效率提升50%,適用于FPC多層覆蓋膜集成。
2. CN222410457U(珠海比昂)
創新點:單工位同步進出料設計,原料經壓板壓合后直接收卷,同時拉出新段連續作業。
優勢:軟性電路板壓合工序簡化,加工步驟減少40%。
3. CN119247695A(上海交通大學)
創新點:氣輔納米壓印裝置,通過雙向氣泵調控模具輥吸附狀態(正壓充型/負壓脫模),結合UV固化模塊。
優勢:壓印膠充型高度提升20%,脫模完整性達99.5%。
(三) 精密電鍍與表面處理
1. CN119913580A(濟南晶恒)
創新點:卷對卷連續電鍍工藝,集成超聲波除油→活化→模具定位局部鍍銀→電解脫銀→翻轉鍍錫。
優勢:銀資源節省30%,焊接性能提升,支持封裝后免二次電鍍。
2. CN222893273U(西安泰金)
創新點:輥鍍單元與剝離/烘干單元直連,避免轉運損傷。
優勢:表面處理速度25-30m/min,粗糙度Ra<1μm。
3. CN119255687A(中核光電)
創新點:退火腔室環形加熱+冷卻腔設計,涂布涂頭與風刀協同實現熱處理-涂覆一體化。
優勢:熱能利用率提高35%,空間占用減少30%。
(四) 熱管理與固化系統
1. CN119255687A(中核光電)
創新點:卷對卷連續退火系統,環形加熱腔與冷卻腔串聯,涂布涂頭與風刀集成于導向輥工位。
優勢:熱處理均勻性±2℃,支持光電材料(如OLED薄膜)量產。
2. CN119247695A(上海交通大學)
創新點:UV固化模塊嵌入輔助壓印輥組,實現壓印-固化同步。
優勢:固化周期縮短40%,能耗降低25%。
(五) 納米級制造與圖形化
1. CN119247695A(上海交通大學)
創新點:氣輔納米壓印工藝,壓印輥正壓與模具輥負壓耦合,充型高度達微米級。
優勢:適用于10nm線寬圖形化,良率>98%。
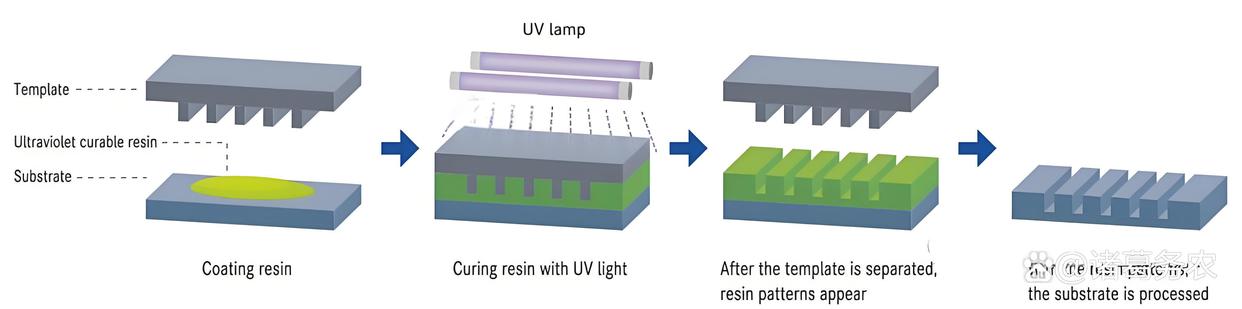
納米壓印
2. CN202411663200.5(上海交通大學)
創新點:脫模輥負壓與模具輥正壓協同分離固化膠體。
優勢:避免納米結構損傷,適配柔性半導體器件。
(六) 專利技術全景與創新主體分析
1. 核心專利的技術方向與創新主體分布
卷對卷R2R專利分析匯總
2. 創新主體分布特點:
企業主導產業化:珠海比昂(壓合)、濟南晶恒(電鍍)、西安泰金(表面處理)聚焦工藝效率提升;
高校突破前沿技術:上海交通大學開發氣輔納米壓印,推動半導體級圖形化;
技術融合趨勢:張力控制(深圳弘博)與熱管理(中核光電)專利體現機電一體化設計。
(七) 小結: 技術趨勢與知識產權布局策略
綠色制造驅動工藝革新:濟南晶恒局部鍍銀、珠海比昂快壓機等專利推動資源節省(30%+)與污染減排;
智能化替代傳統傳感:開環張力控制(深圳弘博)、AI卷徑補償(成都瑞波科)成為低成本高精度主流方案;
納米級集成突破:高校專利(如上海交大)引領R2R向1μm以下線寬演進,支撐柔性半導體發展;
專利壁壘與協作并存:頭部企業(珠海比昂、西安泰金)通過多專利布局構筑技術護城河,同時產學研合作(如中核光電-高校)加速創新擴散。
十、卷對卷工藝相對其他類似工藝路線的比較優勢
卷對卷(Roll-to-Roll, R2R)工藝是一種以連續卷材輸送為核心的制造技術,廣泛應用于柔性電子、新能源、包裝印刷等領域。其技術路線在效率、成本和集成度上具備顯著優勢,但也存在動態控制、精度瓶頸等挑戰。
(一)卷對卷工藝的核心優勢
1. 生產效率革命性提升
連續化生產:類似“印刷報紙”的不間斷輸出模式,生產速度較單片式工藝提升5-8倍。例如,紙包裝行業采用R2R后,模切速度從5000張/小時飆升至26900張/小時(提升438%)。
工序集成:將印刷、燙金、模切等6道工序簡化為4道,減少物料中轉和停機時間,設備綜合利用率提高22%以上。
2. 材料與資源高效利用
基材利用率達92-95%:傳統單片工藝因“叼口”“拖梢”等邊角料損耗,利用率僅70-80%,R2R可節省紙張超6%,年節約成本近4000萬元(以3萬噸用紙計)。
綠色制造:加成法(轉印導電材料)替代蝕刻減法工藝,減少金屬耗損50%以上,化學品用量降低40%,能耗下降50%。
3. 精度與質量突破
對位精度±25μm,線寬控制±2μm:適用于柔性電路板(FPC)和納米級電子器件。激光誘導超塑性技術進一步實現表面粗糙度降低70%,解決電子器件過熱問題。
在線閉環質檢:多目視覺系統實時監控張力波動(CV≤2%)、厚度均勻性(±1μm),缺陷識別率≥99.5%。
4. 特殊工藝集成能力
嵌入式元件同步制造:可在生產流程中埋入0402規格阻容元件,完成沖壓、折彎、測試全集成。
多材料兼容:支持陶瓷、水凝膠、金屬箔等20+材料類型,適配光伏鈣鈦礦薄膜、燃料電池膜電極等跨領域應用。
(二) 技術瓶頸與不足
動態控制難度高:張力波動(±0.1N)易導致超薄材料(如5μm銅箔)褶皺或斷裂,需分布式傳感器網絡與AI-MPC算法實時調控;啟停慣性引發機械共振,傳統PID控制響應不足,需虛擬調試提前預演風險。
熱管理挑戰:高溫工藝(如石墨烯沉積>1000℃)易致材料軟化變形,而鈣鈦礦薄膜直接熱烘導致結晶不均,量產效率僅~15%(實驗室>25%)。
在線檢測局限:微米級缺陷(如10μm線寬斷線)受薄膜褶皺干擾,AOI漏檢率>5%,需開發多模態視覺+3D熱力圖診斷系統。
設備投資與維護成本高:納米級產線設備成本達5000–8000萬元,輥軸軸承隱性磨損可致整批材料報廢,預測性維護模型開發復雜。
(三) 與其他工藝路線的對比分析
1. 核心差異
下表對比了卷對卷工藝與傳統單片式、半自動卷對卷及其他連續式工藝的核心差異:
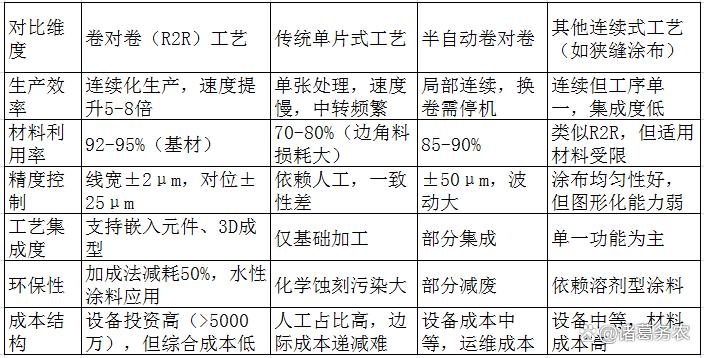
卷對卷R2R與其他類似工藝的核心差異
2. 核心比較優勢
相對單片式工藝:R2R通過連續生產突破效率天花板,材料利用率提升20%以上,且減少人工干預導致的品質波動。
相對半自動卷對卷:全自動張力閉環控制(如MapleSim虛擬調試)將波動壓縮至±2N,套印偏差降低80%,而半自動設備依賴人工糾偏。
相對其他連續工藝:R2R在圖形化能力(如激光誘導超塑性納米壓印)和異質材料集成(如FPC埋入元件)上不可替代,狹縫涂布等僅限單一功能。
十一、卷對卷工藝技術替代方案及其發展現狀和趨勢
卷對卷(Roll-to-Roll, R2R)工藝雖在柔性電子、新能源等領域具備連續化生產和高效率優勢,但其技術路線并非唯一選擇。不同應用場景下存在多種替代方案,且各技術路線的發展現狀與融合趨勢日益顯著。
(一)卷對卷工藝的主要替代方案
1. 單片式工藝(Sheet-to-Sheet)
核心特點:基材以單張形式獨立處理,適用于剛性或小批量生產。
應用場景:鈣鈦礦太陽能電池的玻璃基底涂布(需換片起止動作,邊緣均勻性難控);高端PCB光刻制程(依賴人工對位,精度波動大)。
局限:效率低(如包裝模切速度僅5000張/小時,R2R可達26900張/小時),材料利用率70-80%(R2R為92-95%)。
2. 半自動卷對卷工藝
特點:局部連續化,但換卷需停機,張力控制依賴人工糾偏。
現狀:部分中小型包裝印刷廠采用,成本介于單片式與全自動R2R之間;精度波動大(±50μm),套印偏差率高。
3. 平板涂布技術(狹縫涂布等)
特點:連續涂布但工序單一,缺乏圖形化能力。
應用:鋰電池極片涂布(均勻性好,但需后續分切);無法支持FPC線路蝕刻或微納結構壓印。
4. 光刻與蝕刻減法工藝
特點:傳統半導體制程,精度高但污染大。
局限:化學蝕刻導致金屬損耗>50%,廢水處理成本高;納米級分辨率受“可成形性極限”制約(如金屬顆粒尺寸限制)。
(二)技術路線發展現狀對比
1. 替代路線性能比對
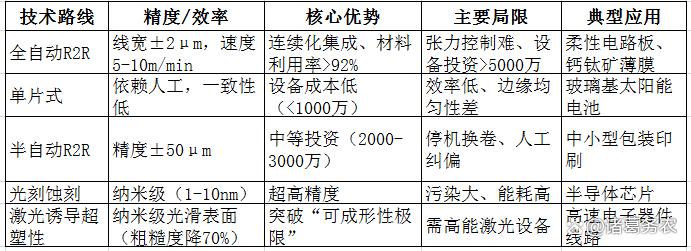
卷對卷R2R替代方案工藝性能比對
2. 關鍵進展:
R2R綠色替代:全加成法(如濟南晶恒電鍍)替代蝕刻,節省貴金屬30%;
精度突破:普渡大學激光誘導超塑性技術實現納米級金屬線路,解決電子器件過熱問題;
多材料兼容:斯坦福r2rCLIP 3D打印支持陶瓷/水凝膠顆粒,日產能100萬顆。
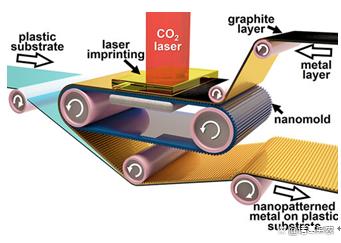
激光誘導超塑成型
(三)未來融合發展趨勢
1. 高精度與連續化的融合
R2R+納米壓印:激光誘導超塑性技術整合R2R,實現1μm線寬量產,推動柔性半導體發展。
卷對卷光刻:高精度曝光機(如ZK-R2R-BG-1300)支持10μm線寬,替代傳統單片光刻。
2. 數字孿生驅動的智能化升級
虛擬調試:MapleSim仿真200+參數(張力、滑移率),替代80%物理試機,定位共振根源(如美國電車企提效25%)。
AI控制算法:LSTM-SVM模型預測輥軸衰退,模糊峭度指標($\mu_6 = e^{-\frac{(K-K_0)^2}{2\sigma^2}}$)預警準確率>95%。
3. 綠色制造與循環經濟
材料革新:水性膠料+UV固化組合(能耗僅為熱烘30%),預計2026年應用占比超40%。
資源回收:閉環電鍍銀回收率>98%,蝕刻液再生利用率達90%。
4. 跨領域技術滲透
生物醫療:石墨烯油墨R2R印刷生物傳感器(德國弗勞恩霍夫協會,400個/分鐘),降低電極成本。
能源催化:卷對卷碳熱沖擊法(CTS)制備多元異構催化劑,速度7m/分鐘,推動氫能應用。
(四)總結:替代方案的協同演進
1. 卷對卷工藝的替代技術并非簡單競爭,而是呈現場景分化與功能互補:
剛性/小批量場景:單片式工藝因低成本仍不可替代;
中精度連續生產:半自動R2R滿足中小廠商需求;
納米級超精密制造:激光誘導超塑性、r2rCLIP 3D打印等新技術正與R2R深度融合,突破“可成形性極限”。
2. 未來十年核心方向:
動態控制民主化:AI-MPC算法模塊化,降低超薄材料(如5μm銅箔)加工門檻;
零缺陷制造:量子傳感在線測厚(±0.1μm)結合自愈材料,實現半導體級可靠性;
循環設計:從設備(如MapleSim仿真)到材料(水性膠料)的全鏈路綠色升級。
最終,技術路線的選擇取決于精度、成本與環保三角需求——R2R憑借“連續化+智能閉環”優勢,仍將是柔性電子與分布式能源的基石,而替代方案的創新則持續推動其邊界向納米級、零污染演進 。
【免責聲明】本文主要內容均源自公開信息和資料,部分內容引用了Ai,僅作參考,責任自負。


)
















