PCB設計工藝規范(一)
- 1.概述
- 2.關鍵詞及引用標準
- 3.PCB板材要求
- 3.1 確定PCB使用板材以及TG值
- 3.2 確定 PCB 的表面處理鍍層
- 4.熱設計要求
- 5.器件庫選項要求
資料來自網絡,僅供學習使用。
1.概述
規范產品的 PCB 工藝設計,規定 PCB 工藝設計的相關參數,使得 PCB 的設計滿足可生產性、可測試性、安規、EMC、EMI等的技術規范要求,在產品設計過程中構建產品的工藝、技術、質量、成本優勢。
本規范適用于所有電了產品的 PCB 工藝設計,運用于但不限于 PCB 的設計、PCB 投板工藝審查、單板工藝審查等活動。
本規范之前的相關標準、規范的內容如與本規范的規定相抵觸的,以本規范為準。
2.關鍵詞及引用標準
導通孔(via):一種用于內層連接的金屬化孔,但其中并不用于插入元件引線或其它增強材料。
盲孔(Blind via):從印制板內僅延展到一個表層的導通孔。
埋孔(Buried via):未延伸到印制板表面的一種導通孔。
過孔(Through via):從印制板的一個表層延展到另一個表層的導通孔。
元件孔(Componenthole):用于元件端子固定于印制板及導電圖形電氣聯接的孔。
Stand of:表面貼器件的本體底部到引腳底部的垂直距離。
引用/參考標準或資料
TS-S0902010001<<信息技術設備 PCB 安規設計規范>>;
TS-SOE0199001<<電子設備的強迫風冷熱設計規范>>;
<<電子設備的自然冷卻熱設計規范>>TS-SOE0199002;
<<印制板設計、制造與組裝術語與定義>>(Printed Circuit Board designIEC60194manufacture and assembly-terms and definitions );
IPC-A-600F <<印制板的驗收條件>>(Acceptably ofprinted board);
IEC60950;
3.PCB板材要求
3.1 確定PCB使用板材以及TG值
確定 PCB 所選用的板材,例如 FR-4、鋁基板、陶瓷基板、紙芯板等,若選用高 TG 值的板材,應在文件中注明厚度公差。
3.2 確定 PCB 的表面處理鍍層
確定 PCB 銅箔的表面處理鍍層,例如鍍錫、鍍鎳金或 OSP 等,并在文件中注明。
4.熱設計要求
高熱器件應考慮放于出風口或利于對流的位置;
PCB 在布局中考慮將高熱器件放于出風口或利于對流的位置。
較高的元件應考慮放于出風口,且不阻擋風路;
散熱器的放置應考慮利于對流;
溫度敏感器械件應考慮遠離熱源;
對于自身溫升高于 30℃的熱源,一般要求:
a. 在風冷條件下,電解電容等溫度敏感器件離熱源距離要求大于或等于 2.5mm;b.自然冷條件下,電解電容等溫度敏感器件離熱源距離要求大于或等于 4.0mm。若因為空間的原因不能達到要求距離,則應通過溫度測試保證溫度敏感器件的溫升在降額范圍內。
大面積銅箔要求用隔熱帶與焊盤相連;
為了保證透錫良好,在大面積銅箔上的元件的焊盤要求用隔熱帶與焊盤相連,對于需過 5A以上大電流的焊盤不能采用隔熱焊盤,如圖所示:
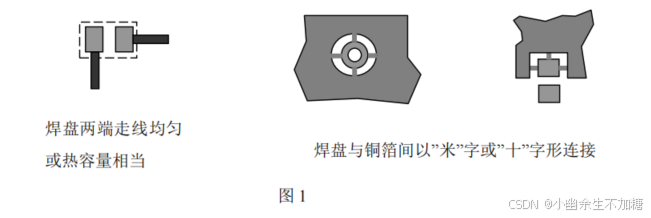
過回流焊的 0805 以及 0805 以下片式元件兩端焊盤的散熱對稱性
為了避免器件過回流焊后出現偏位、立碑現象,地回流焊的 0805 以及 0805 以下片式元件兩端焊盤應保證散熱對稱性,焊盤與印制導線的連接部寬度不應大于 0.3mm(對于不對稱焊盤)如圖1所示。
高熱器件的安裝方式及是否考慮帶散熱器
確定高熱器件的安裝方式易于操作和焊接,原則上當元器件的發熱密度超過0.4W/cm3,單靠元器件的引線腿及元器件本身不足充分散熱,應采用散熱網、匯流條等措施來提高過電流能力,匯流條的支腳應采用多點連接,盡可能采用鉚接后過波峰焊或直接過波峰焊接,以利于裝配、焊接;對于較長的匯流條的使用,應考慮過波峰時受熱匯流條與 PCB 熱膨脹系數不匹配造成的 PCB 變形。
為了保證搪錫易于操作,錫道寬度應不大于等于 2.0mm,錫道邊緣間距大于 1.5mm。
5.器件庫選項要求
已有 PCB 元件封裝庫的選用應確認無誤
PCB 上已有元件庫器件的選用應保證封裝與元器件實物外形輪廓、引腳間距、通孔直徑等相符合。
插裝器件管腳應與通孔公差配合良好(通孔直徑大于管腳直徑 8-20mil),考慮公差可適當增加,確保透錫良好。
元件的孔徑形成序列化,40mil 以上按5mi 遞加,即 40 mil、45 mil、50 mil、55 mil…40 mil 以下按4 mil 遞減,即 36 mil、32 mil、28 mil、24 mil、20 mil、16 mil、12 mil、8 mil器件引腳直徑與 PCB 焊盤孔徑的對應關系,以及二次電源插針焊腳與通孔回流焊的焊盤孔徑對應關系如表 1:
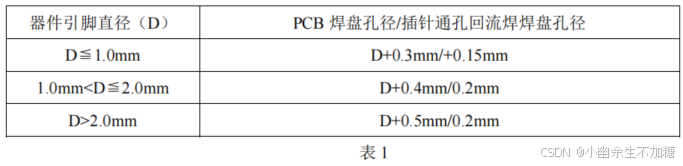
為英制(mil),并使孔徑滿足序列化要求。
新器件的 PCB 元件封裝庫存應確定無誤
PCB 上尚無件封裝庫的器件,應根據器件資料建立打撈的元件封裝庫,并保證絲印庫存與實物相符合,特別是新建立的電磁元件、自制結構件等的元件庫存是否與元件的資料(承認書、圖紙)相符合。新器件應建立能夠滿足不同工藝(回流焊、波峰焊、通孔回流焊)要求的元件庫。
需過波峰焊的 SMT 器件要求使用表面貼波峰焊盤庫
軸向器件和跳線的引腳間距的種類應盡量少,以減少器件的成型和安裝工具。
不同 PIN 間距的兼容器件要有單獨的焊盤孔,特別是封裝兼容的繼電器的各兼容焊盤之間要連線。
錳銅絲等作為測量用的跳線的焊盤要做成非金屬化,若是金屬化焊盤,那么焊接后,焊盤內的那段電阻將被短路,電阻的有效長度將變小而且不一致,從而導致測試結果不準確。
不能用表貼器件作為手工焊的調測器件,表貼器件在手工焊接時容易受熱沖擊損壞。
除非實驗驗證沒有問題,否則不能選用和 PCB 熱膨脹系數差別太大的無引腳表貼器件這容易引起焊盤拉脫現象。
除非實驗驗證沒有問題,否則不能選非表貼器件作為表貼器件使用。因為這樣可能需要手焊接,效率和可靠性都會很低。
多層 PCB 側面局部鍍銅作為用于焊接的引腳時,必須保證每層均有銅箔相連,以增加鍍銅的附著強度,同時要有實驗驗證沒有問題,否則雙面板不能采用側面鍍銅作為焊接引腳。
)








(十六)——set)


)






